





Increasing use of fiber lasers for improved performance
Fiber lasers are rapidly gaining popularity in the welding industry due to their compact design, higher energy efficiency and superior beam quality. Discover how these lasers improve performance and offer new possibilities.
Advanced process control for improved stability and productivity
Using advanced sensors and process monitoring techniques, the laser welding process can be controlled and adjusted in real time. Discover how these technologies improve process stability, quality assurance and productivity.
Automation and robotics for efficiency and precision
Discover how laser welding is increasingly being automated using robotic systems. This increases the efficiency, precision and consistency of the welding process, especially in large-scale production. Learn more about the benefits of automation and robotics.
Additive manufacturing (3D printing) with laser welding
Discover how laser welding is used in additive manufacturing, where complex metal components are built up layer by layer. Learn more about the possibilities of laser welding in 3D printing and the creation of advanced and customized products.
Advanced techniques and developments in laser welding
Discover some advanced techniques and developments currently taking place in laser welding, such as high-speed laser welding, hybrid laser welding, laser distance control and optimized welding parameters. Learn how these techniques contribute to improved welding performance, process control and productivity.
New developments in lasers for improved efficiency and quality
Learn more about the continuous developments in laser technology that improve the efficiency and quality of laser welding, such as higher-power lasers, improved beam shaping, smart welding control and multi-wavelength lasers.
Cost-saving methods and their impact on laser welding
Discover how cost-saving methods such as simulation and automation have influenced the laser welding process. Learn how process optimization, quality assurance and increased productivity are achieved through the use of these methods. Stay informed about trends and developments in laser welding, as they continue to improve the efficiency, quality and possibilities of the process. With the increasing use of fiber lasers, advanced process control, automation and robotics, additive manufacturing, advanced techniques and developments, new laser developments and cost-saving methods, laser welding remains a powerful and reliable welding process.
11 November
Quality assurance in laser welding: standards and inspection methods for reliable welded joints
Quality assurance plays a very important role in laser welding. In this article, we explain what you need to pay attention to.
Quality assurance plays an essential role in laser welding, where reliable and durable welded joints are the main focus. Specific standards and guidelines that define the quality requirements are crucial in this regard. Leading organizations such as the International Organization for Standardization (ISO) and the American Welding Society (AWS) have developed these standards, which are widely accepted in the industry.
Examples of essential standards for quality assurance
- ISO 15614-1:2017: This standard provides detailed specifications for the qualification of welding procedures.
- AWS D17.1/D17.1M:2020: Focuses on the assessment of welders and the definition of acceptance criteria for welded joints.
- ISO 3834-2:2005: This standard provides guidelines for ensuring welding processes.
Evaluation and control: the core of quality assurance in laser welding
The careful evaluation of welded joints is a crucial part of quality assurance. This is carried out using various inspection methods and techniques.
Visual inspection: the first and essential step
Basic inspection: Careful checking of the welded joint for visible defects. Inspector expertise: Experienced inspectors detect common deviations with the naked eye.
Non-destructive testing (NDT): revealing the invisible
Advanced techniques: Methods such as radiography, ultrasonic testing and magnetic particle testing. Detecting internal defects: These techniques make it possible to identify internal cracks and porosity.
Dye penetrant testing: highlighting for accurate assessment
Use of dye: Highlights defects on the weld surface. Detailed inspection: Helps identify surface-related defects.
X-ray inspection and tensile tests: in-depth analysis
X-ray radiation: For detecting internal defects. Tensile tests: Testing mechanical properties such as tensile strength and ductility.
The application of these specific standards and comprehensive inspection methods, including visual inspection, NDT, dye penetrant testing, X-ray inspection and tensile tests, enables companies to ensure the quality and reliability of their welding processes. As a result, they consistently deliver high-quality welded joints.
11 November
Optimize your laser welding: The impact of choosing the right laser mode
In laser welding, it is important to choose the right laser mode based on the material to be welded.
At the core of laser welding, the laser mode plays a key role, with each mode — continuous, pulsed or modulated — offering its own unique characteristics and benefits that directly influence the quality and effectiveness of welded joints.
Continuous laser welding: deep penetration and strong joints
In continuous laser welding, which is ideal for thick materials that require deep penetration, the constant laser beam continuously generates heat. This sustained heat leads to deeper melting and stronger fusion, resulting in durable and robust welded joints.
Pulsed laser welding: precision, control and flexibility
Pulsed laser welding, in which the laser beam is emitted in short, controllable pulses, offers precision and flexibility. It is ideal for thin materials, as it precisely controls heat input and minimizes distortion. This mode enables complex shapes to be welded with the highest precision — a crucial factor for fine and detailed welding work.
Modulated laser welding: adaptability and flexibility
Modulated laser welding, in which the energy output of the laser beam varies during the welding process, enables welders to achieve specific welding characteristics. These include reducing heat input, precisely controlling weld pool formation and improving weld seam quality. This modulation offers exceptional flexibility and adaptability for various welding challenges.
Choosing the right laser mode: essential for success
Selecting the right laser mode is crucial for achieving optimal results. This requires a thorough analysis of the material to be welded, as well as test welds to determine the most suitable mode. By making this strategic choice, you not only improve the quality of the welded joints but also ensure consistent and reliable results.
Choosing the right laser mode — continuous, pulsed or modulated — is of great importance for the quality and success of every welding project. This choice determines the penetration depth, the precision of the weld positioning and the overall flexibility of the welding process.
13 October
Differences between arc welding and laser welding
The arc and the weld pool
In traditional welding processes, heat is generated by the arc burning between the workpiece and a consumable electrode or wire. The size of the weld pool is largely determined by the dimensions of the area where the arc acts on the base material. Compared to laser welding, this weld pool is much larger. This has the advantage that larger gaps can be bridged, as the liquid weld metal neatly fills the gap. On the other hand, this larger weld pool also has the disadvantage that a lot of energy is required. As a result, material distortion is often clearly visible. For stainless steel products, this is often significant. Stainless steel will also show considerably more discoloration. Due to the longer duration and the larger weld pool, there is more opportunity for oxygen to react with the liquid weld metal or the hot base material.Compared to traditional welding processes, laser welding is easy to learn. Since the welding gun is usually only pulled in a straight line along the longitudinal seam, it is especially important for the welder to develop a good feel for the correct welding speed.
Welding with filler material
In traditional welding processes, a significantly larger amount of weld metal can be added. Creating fillet welds with an a-dimension can be carried out very effectively with MIG/MAG welding or TIG welding.Laser welding can also be performed with filler material. In most cases, this filler is used to ensure that the weld appearance meets the required standards. A small gap can be welded more easily with a laser when filler material is used.In the laser welding process, the weld pool is created by very high energy focused on a small point on the material. The weld pool is not much larger than the laser spot. Since this can result in a weld pool that is too small, it is possible to make the laser spot rotate or oscillate quickly. This movement is often referred to as “wobble”. The wobble can be adjusted on the welding gun, both in terms of shape (rotating/oscillating) and width. The use of a welding gun with wobble has made manual laser welding easier to apply.
27 December

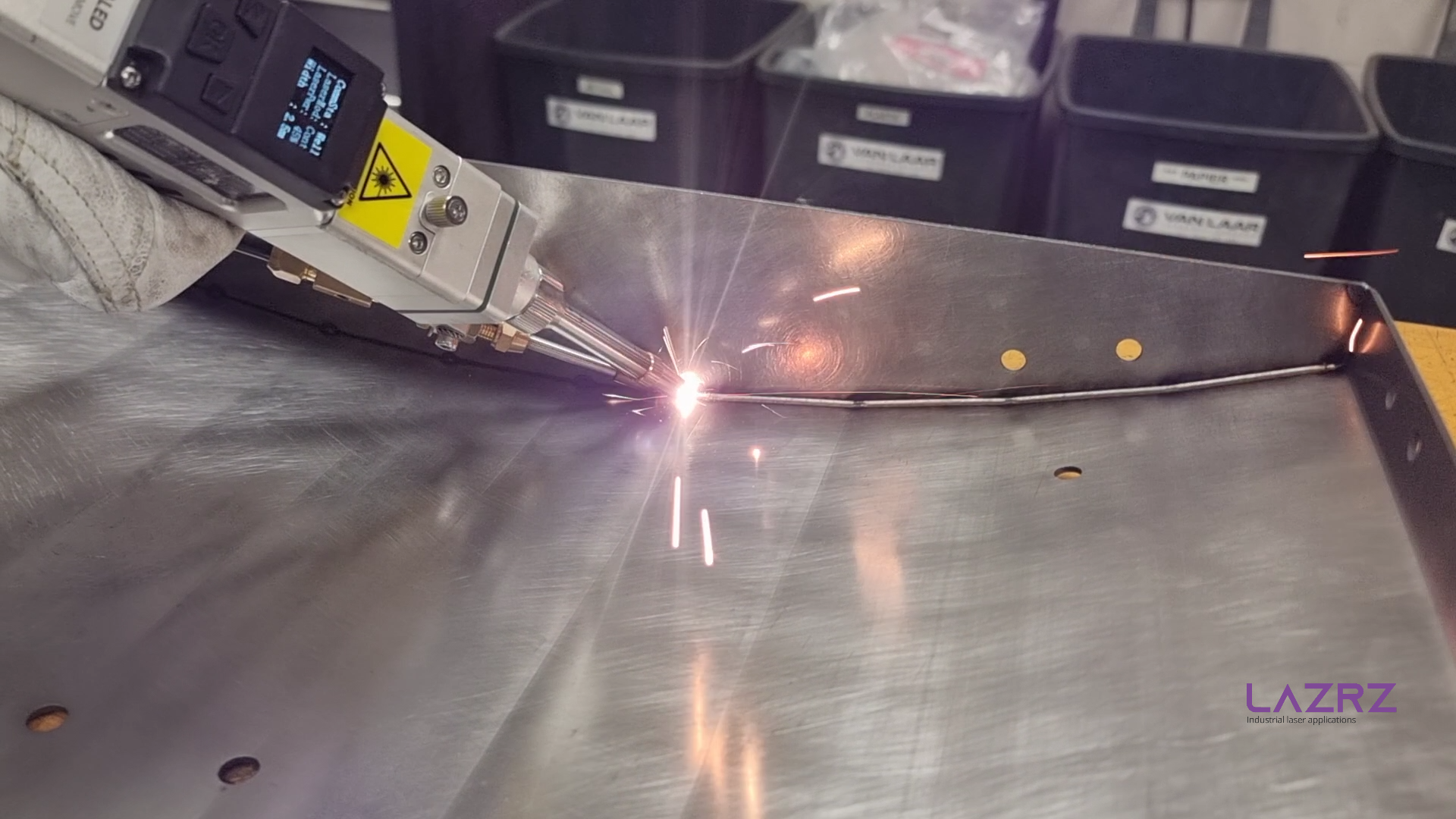
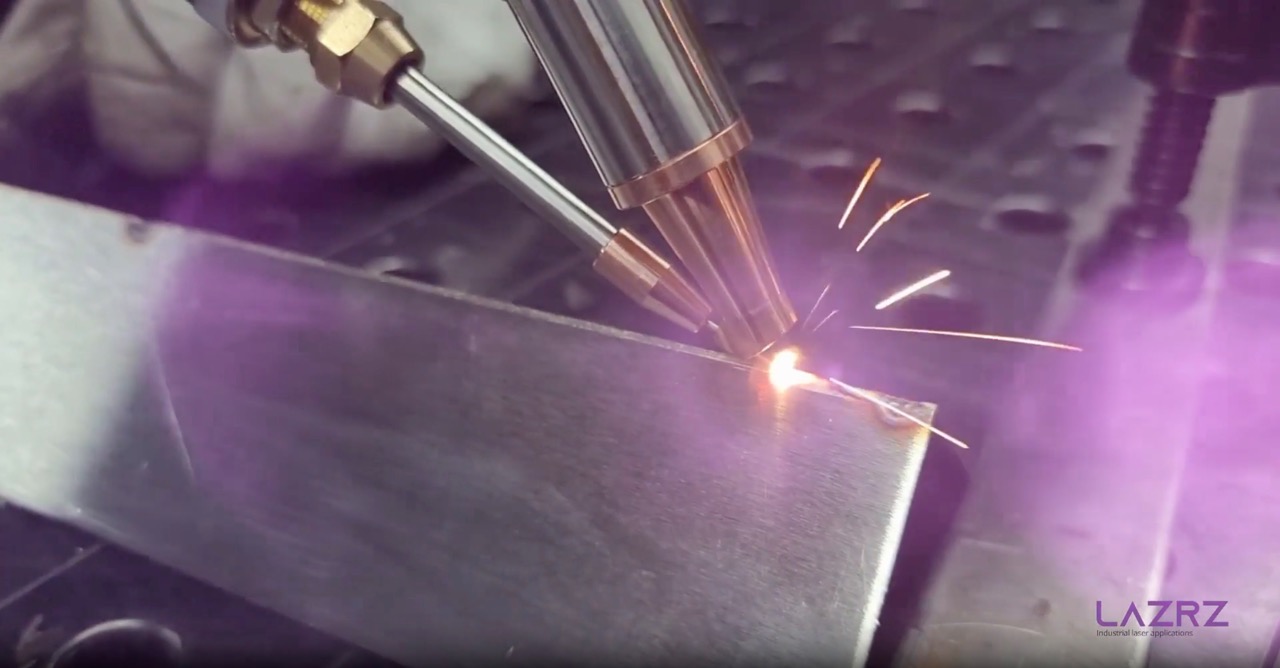
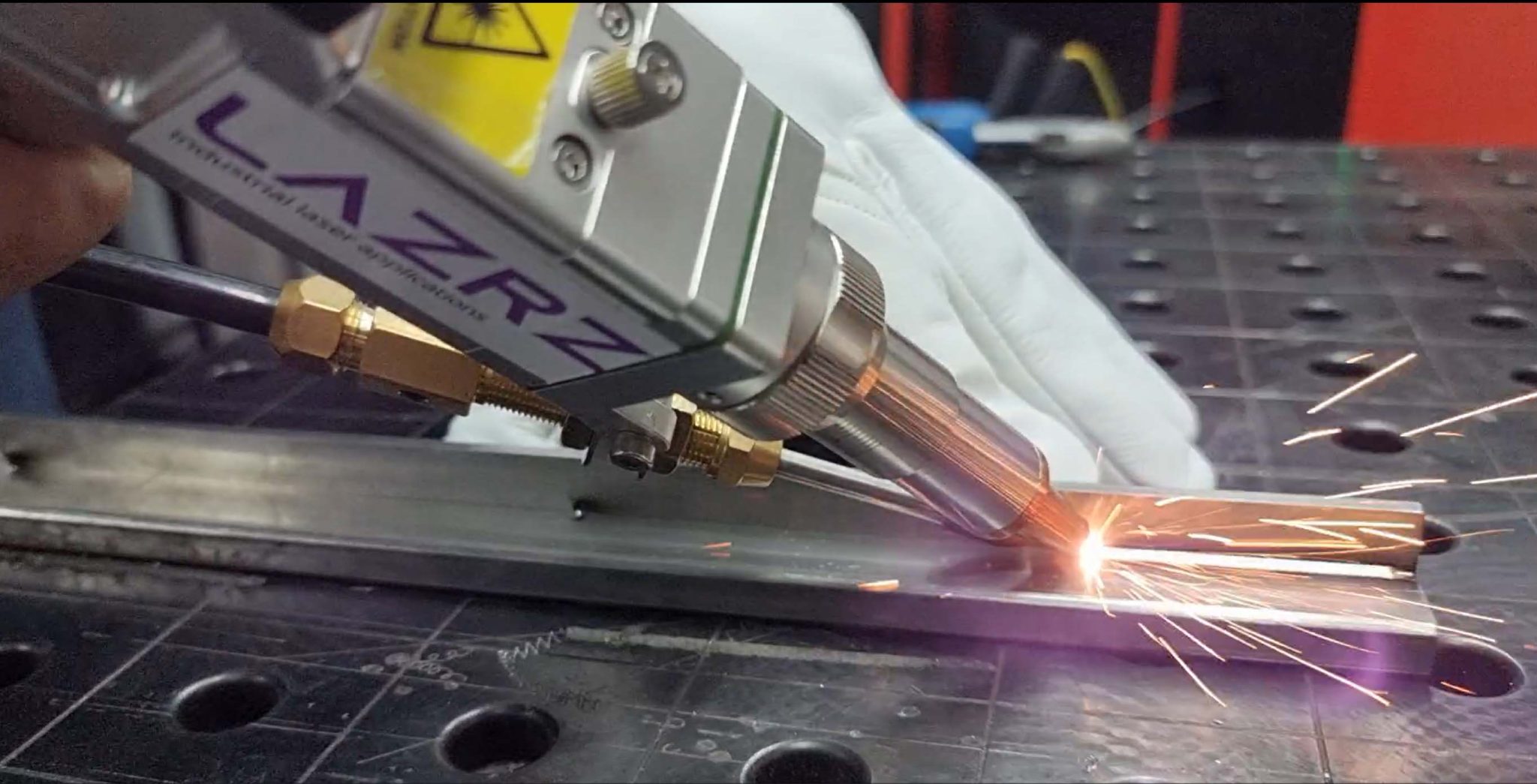
On this page, we show a video featuring several laser welding applications. These videos were recorded during demonstrations.
In November and December, we regularly carried out tests for customers and conducted demonstrations. Below you will find several examples of welded products.Do you see opportunities for handheld laser welding and would you like to explore this further? We would be happy to hear from you!
23 December
Rent a laser welding machine
At LAZRZ, you can now rent laser welding machines. We will be happy to inform you about the available options.
From the end of January, LAZRZ will offer the option to rent a handheld laser welding machine. By offering laser welding machine rental, we aim to make it easier for companies to become familiar with the welding process without having to invest directly in their own laser welding system.Renting a laser welding machine can also be a solution for project-based assignments where laser welding can be used in the production process for a limited period.
Training and instruction
Even when you rent a laser welding machine, we can provide training on handling and the correct working method in the field of safety.
The laser welding machine
Our rental fleet includes laser welding machines with 1500 and 2000 watts. The laser welding machines are supplied with a wire feeder, allowing welding with filler material as well. In addition, two laser safety glasses are included with the rental, so you do not have to invest in safety glasses.
Wear parts
In laser welding, the number of wear parts is generally limited to protective lenses and contact nozzles. When renting a laser welding machine, a set of the most commonly used wear parts is included, so you can avoid downtime. After the rental period, the wear parts will be charged separately.
Transport
The rental rates are exclusive of transport costs. Please therefore take transport from Middelburg to your location into account.
23 December

Safety glasses for laser welding and laser cleaning
Safety glasses for laser welding and laser cleaning
In a room where a Class 4 laser is used, wearing laser safety glasses is mandatory. Since laser light does not diverge, the intensity of the laser beam remains dangerous to the eye even over long distances.
Laser light and reflections
Direct exposure of the eye to the laser welding system is virtually impossible under normal circumstances. During welding, only part of the laser light is absorbed and converted into heat. Another part of the light is reflected. Depending on the surface and the type of material, this reflection can be specular or diffuse. In both cases, the risk of eye damage remains. Wearing laser safety glasses is therefore required and mandatory at all times in the vicinity of a laser welding machine.
Selection of laser safety glasses
Laser safety glasses are specifically designed for a particular type of laser. Not all glasses are suitable for every type of laser light. When selecting the right laser safety glasses…
- Laser type / laser mode
- Laser power / required attenuation level
- Laser wavelength
Laser type / laser mode
The pulse duration is important for the intensity of the laser and plays an important role in selecting the correct laser safety glasses. The classification is shown in the table below. For laser welding, we always assume D or I.
Letter
Pulse duration
Continuous Wave
D
>0,25s
Pulsed
I
1µs – 0,25s
Giant Pulsed
R
1 ns – 1µs
Mode-Locked
M
< 1µs
The attenuation level of the laser safety glasses is indicated by the LB or OD value stated on the glasses. NEN-EN 207 specifies that the protective value of the glasses must apply to both the lens and the frame. This concerns the LB value indicated on the glasses. The OD value (Optical Density) indicates the attenuation level of the lens.
Attenuation level
The attenuation level of the laser safety glasses is indicated by the LB or OD value stated on the glasses. NEN-EN 207 specifies that the protective value of the glasses must apply to both the lens and the frame. This concerns the LB value indicated on the glasses. The OD value (Optical Density) indicates the attenuation level of the lens.In some cases, the OD value is higher than the stated LB value. In this case, the lens in the frame has a higher protective value than the frame its
Power attenuation
Power transmission
OD1
0
100%
OD1
1/10
10%
OD2
1/100
1%
OD3
1/1000
0,1%
OD4
1/10.000
0,001%
OD5
1/100.000
0,0001%
OD6
1/1.000.000
0,000001%
OD7
1/10.000.000
0,0000001%
OD8
1/100.000.000
0,00000001%
OD9
1/1.000.000.000
0,000000001%
Wavelength
Different materials absorb light colours or wavelengths to varying degrees. This also applies to the materials used in laser safety glasses. For this reason, the glasses must indicate which attenuation level applies to a specific wavelength.Laser safety glasses often provide protection against a specific wavelength range of light. The glasses therefore indicate the wavelength for which they provide protection.An example of how the marking is shown on laser safety glasses is:800–1100 nm DIR LB5In this case, the laser safety glasses provide protection within the wavelength range of 800 to 1100 nm. This protection applies to lasers that operate with a pulse duration between 1 nanosecond and 0.25 seconds.
Light transmission of the glasses
Laser safety products do not use the colour codes known from traditional welding technology. The DIN colour codes from 7 to 13 cannot be converted into values used for laser safety products. For all laser safety products, such as glasses and protective glass, the value for visible light transmission is also indicated. This value shows the extent to which visible light passes through the laser safety glasses. A higher value therefore means that more light is transmitted than with a lower value.
12 December

Classification of lasers
Lasers are classified into different categories. This classification is carried out according to NEN-EN 60825-1:2014. This standard defines the criteria for the different laser categories. Below, we provide a summary of this classification.
Laser Class 1
This laser class does not pose a hazard. The laser operates exclusively in an enclosed environment. Personal protection is not required. No hazard under normal conditions.
Wavelength of the light:
302.5–4000 nm (visible and invisible)
Typical power:
40 µW
Personal protection:
Not required
Laser Class 1M
Lasers in this class are safe for the eye when exposed to direct laser light. The laser light may become hazardous when viewed or altered using optical instruments.
Wavelength of the light:
180 nm–1 mm (visible and invisible)
Typical power:
40 µW
Personal protection:
Not required under normal use.
Laser Class 2
These laser products generate visible light of limited intensity. If the laser light enters the eye, an automatic reflex will cause the eye to close.
Wavelength of the light:
400–700 nm (visible)
Typical power:
1 mW
Personal protection:
Not required under normal use.
Laserclass 2M
Not directly hazardous when exposed to direct light. However, this laser light can be hazardous when optical instruments are used. A hazard may occur when the light shines through an optical instrument such as a magnifying glass, binoculars, etc.
Wavelength of the light:
400 – 700 nm (visible)
Typical power:
1 mW
Personal protection:
Not required under normal use.
Laserklasse 3R
Not directly hazardous when exposed to direct light. However, this laser light can be hazardous when optical instruments are used. A hazard may occur when the light shines through an optical instrument such as a magnifying glass, binoculars, etc.
Wavelength of the light:
180 nm–1 mm (visible and invisible)
Typical power:
<500 mW
Personal protection:
Required
Laserclass 4
Class 4 lasers have a high power output. Both direct laser light and reflections contain a hazardous amount of energy that can be harmful to the eyes and skin. Direct laser light and its reflections can cause fire. More information about the risks can be found on our webpage about safety and laser welding.
Wavelength of the light:
180 nm–1 mm (visible and invisible)
Typical power:
No limit
Personal protection:
The use of safety glasses for laser light is mandatory.
23 November
Relevant standards related to laser welding
For the use of manual laser welding equipment, several standards are relevant. Below you will find the relevant standards for the various areas:
Laser welding equipment
To comply with European regulations, several standards apply. General standards such as the Machinery Directive and the Low Voltage Directive naturally apply, but specific standards relating to laser equipment are also relevant:
- NEN-EN 60825-1:2014 Safety of laser products – Part 1: Equipment classification and requirements
- NEN-EN ISO 11553-1:2009 Machines using lasers – Part 1: Safety requirements
- NEN-EN ISO 11553-2:2009 Machines using lasers – Part 2: Safety requirements for hand-held laser processing devices.
- NEN-EN ISO 13849-1 Safety-related parts of control systems – Part 1: General principles for design.
- Machinery Directive (2006/42/EC)
- EMC Directive (2014/30/EU)
- Low Voltage Directive (2014/35/EU)
Laser safety glasses
Laser safety glasses are intended to protect against short-term and occasional exposure to direct laser radiation. The standard relating to this PPE is:
- NEN-EN 207:2017 Personal eye protection equipment – Filters and eye protectors against laser radiation (laser eye protection)
Protective clothing and gloves
In the field of protective clothing and gloves, there are no known standards that adequately describe the requirements. Products are available for which the protection level against laser radiation is specified, but this is not covered by a European standard. In practice, leather welding gloves and welding protective clothing with sufficient material thickness can provide protection against short-term and occasional exposure to laser radiation. This of course depends on the laser power and wavelength and must be assessed on a case-by-case basis.