





Zunehmender Einsatz von Faserlasern für verbesserte Leistung
Faserlaser gewinnen in der Schweißindustrie aufgrund ihrer kompakten Bauweise, höheren Energieeffizienz und überlegenen Strahlqualität schnell an Beliebtheit. Entdecken Sie, wie diese Laser die Leistung verbessern und neue Möglichkeiten bieten.
Fortschrittliche Prozesskontrolle für bessere Stabilität und Produktivität
Mithilfe fortschrittlicher Sensoren und Prozessüberwachungstechniken kann der Laserschweißprozess in Echtzeit kontrolliert und angepasst werden. Entdecken Sie, wie diese Technologien die Prozessstabilität, Qualitätssicherung und Produktivität verbessern.
Automatisierung und Robotisierung für Effizienz und Präzision
Entdecken Sie, wie Laserschweißen mithilfe von Robotersystemen zunehmend automatisiert wird. Dies erhöht die Effizienz, Präzision und Konsistenz des Schweißprozesses, insbesondere in der Großserienproduktion. Erfahren Sie mehr über die Vorteile von Automatisierung und Robotisierung.
Additive Fertigung (3D-Druck) mit Laserschweißen
Entdecken Sie, wie Laserschweißen in der additiven Fertigung eingesetzt wird, bei der komplexe Metallbauteile Schicht für Schicht aufgebaut werden. Erfahren Sie mehr über die Möglichkeiten des Laserschweißens im 3D-Druck und bei der Herstellung fortschrittlicher und maßgeschneiderter Produkte.
Fortschrittliche Techniken und Entwicklungen beim Laserschweißen
Entdecken Sie einige fortschrittliche Techniken und Entwicklungen, die derzeit im Laserschweißen stattfinden, wie Hochgeschwindigkeits-Laserschweißen, hybrides Laserschweißen, Laserabstandsregelung und optimierte Schweißparameter. Erfahren Sie, wie diese Techniken zu verbesserten Schweißleistungen, Prozesskontrolle und Produktivität beitragen.
Neue Entwicklungen bei Lasern für verbesserte Effizienz und Qualität
Erfahren Sie mehr über die kontinuierlichen Entwicklungen im Bereich der Laser, die die Effizienz und Qualität des Laserschweißens verbessern, wie Laser mit höherer Leistung, verbesserte Strahlformung, intelligente Schweißsteuerung und Laser mit mehreren Wellenlängen.
Kostensparende Methoden und ihre Auswirkungen auf das Laserschweißen
Entdecken Sie, wie kostensparende Methoden wie Simulation und Automatisierung den Laserschweißprozess beeinflusst haben. Erfahren Sie, wie Prozessoptimierung, Qualitätssicherung und erhöhte Produktivität durch den Einsatz dieser Methoden erreicht werden. Bleiben Sie über die Trends und Entwicklungen im Laserschweißen informiert, da sie die Effizienz, Qualität und Möglichkeiten des Prozesses weiter verbessern. Mit dem zunehmenden Einsatz von Faserlasern, fortschrittlicher Prozesskontrolle, Automatisierung und Robotisierung, additiver Fertigung, fortschrittlichen Techniken und Entwicklungen, neuen Laserentwicklungen und kostensparenden Methoden bleibt das Laserschweißen ein leistungsstarkes und zuverlässiges Schweißverfahren.
11 November
Qualitätssicherung beim Laserschweißen: Normen und Prüfmethoden für zuverlässige Schweißverbindungen
Beim Laserschweißen spielt die Qualitätssicherung eine sehr wichtige Rolle. In diesem Artikel erklären wir Ihnen, worauf Sie achten müssen.
Qualitätssicherung spielt beim Laserschweißen eine wesentliche Rolle, wobei zuverlässige und dauerhafte Schweißverbindungen im Mittelpunkt stehen. Entscheidend dabei sind die spezifischen Normen und Richtlinien, die die Qualitätsstandards definieren. Führende Organisationen wie die International Organization for Standardization (ISO) und die American Welding Society (AWS) haben diese Normen entwickelt, die in der Industrie breit akzeptiert sind.
Beispiele für entscheidende Normen zur Qualitätssicherung
- ISO 15614-1:2017: Diese Norm bietet detaillierte Spezifikationen zur Qualifizierung von Schweißverfahren.
- AWS D17.1/D17.1M:2020: Konzentriert sich auf die Beurteilung von Schweißern und die Festlegung von Akzeptanzkriterien für Schweißverbindungen.
- ISO 3834-2:2005: Diese Norm bietet Richtlinien zur Sicherstellung von Schweißprozessen.
Bewertung und Kontrolle: Kern der Qualitätssicherung beim Laserschweißen
Die sorgfältige Bewertung von Schweißverbindungen ist ein entscheidender Bestandteil der Qualitätssicherung. Dies erfolgt mithilfe verschiedener Prüfmethoden und Techniken.
Visuelle Prüfung: erster und unverzichtbarer Schritt
Grundprüfung: Die sorgfältige Kontrolle der Schweißverbindung auf sichtbare Mängel. Fachwissen der Prüfer: Dabei erkennen erfahrene Prüfer häufige Abweichungen mit bloßem Auge.
Zerstörungsfreie Prüfung (ZfP): Sichtbarmachen des Unsichtbaren
Fortschrittliche Techniken: Methoden wie Radiografie, Ultraschallprüfung und Magnetpulverprüfung. Interne Fehler erkennen: Diese Techniken ermöglichen es, innere Risse und Porosität zu identifizieren.
Farbeindringprüfung: Hervorhebung für eine genaue Beurteilung
Farbstoffeinsatz: Hebt Fehler auf der Schweißoberfläche hervor. Detaillierte Prüfung: Hilft bei der Identifizierung oberflächenbezogener Fehler.
Röntgenprüfung und Zugprüfungen: tiefgehende Analyse
Röntgenstrahlung: Zur Erkennung interner Mängel. Zugprüfungen: Prüfung mechanischer Eigenschaften wie Zugfestigkeit und Duktilität.
Die Anwendung dieser spezifischen Normen und umfassenden Prüfmethoden, darunter visuelle Prüfung, ZfP, Farbeindringprüfung, Röntgenprüfung und Zugprüfungen, ermöglicht es Unternehmen, die Qualität und Zuverlässigkeit ihrer Schweißprozesse sicherzustellen. Dadurch liefern sie dauerhaft hochwertige Schweißverbindungen.
11 November
Optimieren Sie Ihr Laserschweißen: Der Einfluss der Wahl des Lasermodus
Beim Laserschweißen ist es wichtig, den richtigen Lasermodus basierend auf dem Material zu wählen, das geschweißt werden soll.
Im Kern des Laserschweißens spielt der Lasermodus eine Schlüsselrolle, wobei jeder Modus – kontinuierlich, gepulst oder moduliert – seine eigenen einzigartigen Eigenschaften und Vorteile bietet, die die Qualität und Effektivität von Schweißverbindungen direkt beeinflussen.
Kontinuierliches Laserschweißen: hohe Eindringtiefe und starke Verbindungen
Beim kontinuierlichen Laserschweißen, das ideal für dicke Materialien ist, die eine tiefe Eindringung erfordern, erzeugt der konstante Laserstrahl kontinuierlich Wärme. Diese anhaltende Wärme führt zu einer tieferen Aufschmelzung und stärkeren Fusion, wodurch dauerhafte und belastbare Schweißverbindungen entstehen.
Gepulstes Laserschweißen: Präzision, Kontrolle und Flexibilität
Gepulstes Laserschweißen, bei dem der Laserstrahl in kurzen, kontrollierbaren Pulsen ausgesendet wird, bietet Präzision und Flexibilität. Es ist ideal für dünne Materialien, da es die Wärmeeinbringung präzise steuert und Verformungen minimiert. Dieser Modus ermöglicht das Schweißen komplexer Formen mit höchster Präzision – ein entscheidender Faktor für feine und detailreiche Schweißarbeiten.
Moduliertes Laserschweißen: Anpassungsfähigkeit und Flexibilität
Moduliertes Laserschweißen, bei dem die Energieabgabe des Laserstrahls während des Schweißprozesses variiert, ermöglicht es Schweißern, spezifische Schweißeigenschaften zu erzielen. Dazu gehören die Reduzierung des Wärmeeintrags, die präzise Kontrolle der Schmelzbadbildung und die Verbesserung der Schweißnahtqualität. Diese Modulation bietet eine außergewöhnliche Flexibilität und Anpassungsfähigkeit für verschiedene Schweißherausforderungen.
Den richtigen Lasermodus wählen: entscheidend für den Erfolg
Die Auswahl des richtigen Lasermodus ist entscheidend, um optimale Ergebnisse zu erzielen. Dies erfordert eine gründliche Analyse des zu schweißenden Materials sowie Probeschweißungen, um den am besten geeigneten Modus zu bestimmen. Durch diese strategische Wahl verbessern Sie nicht nur die Qualität der Schweißverbindungen, sondern sorgen auch für konsistente und zuverlässige Ergebnisse.
Die Wahl des richtigen Lasermodus – kontinuierlich, gepulst oder moduliert – ist für die Qualität und den Erfolg jedes Schweißprojekts von großer Bedeutung. Mit dieser Wahl bestimmen Sie die Eindringtiefe, die Präzision der Schweißpositionierung und die allgemeine Flexibilität des Schweißprozesses.
13 Oktober
Unterschiede zwischen Lichtbogen- und Laserschweißen
Der Lichtbogen und das Schmelzbad
Bei traditionellen Schweißverfahren wird Wärme durch den Lichtbogen erzeugt, der zwischen dem Werkstück und einer abschmelzenden Elektrode oder einem Draht brennt. Die Größe des Schmelzbads wird in hohem Maße durch die Abmessungen der Stelle bestimmt, an der der Lichtbogen auf das Grundmaterial trifft. Dieses Schmelzbad ist im Vergleich zum Laserschweißen deutlich größer. Dies hat den Vorteil, dass größere Spaltmaße überbrückt werden können, da das flüssige Schweißmetall den Spalt sauber ausfüllt. Andererseits hat dieses größere Schmelzbad auch den Nachteil, dass dafür viel Energie benötigt wird. Die Verformung des Materials ist dadurch häufig deutlich sichtbar. Bei Produkten aus Edelstahl ist dies oft erheblich. Auch die Verfärbung des Materials ist bei Edelstahl deutlich stärker. Durch die längere Dauer und das größere Schmelzbad besteht schließlich mehr Gelegenheit für Sauerstoff, mit dem flüssigen Schweißmetall oder dem heißen Grundmaterial zu reagieren.Im Vergleich zu traditionellen Schweißverfahren ist das Laserschweißen einfach zu erlernen. Da die Schweißpistole in den meisten Fällen lediglich in einer geraden Linie entlang der Längsnaht geführt wird, ist es für den Schweißer vor allem wichtig, ein gutes Gefühl für die richtige Schweißgeschwindigkeit zu entwickeln.
Schweißen mit Zusatzwerkstoff
Bei den traditionellen Schweißverfahren kann eine deutlich größere Menge Schweißmetall hinzugefügt werden. Das Erstellen von Kehlnähten mit einer a-Höhe lässt sich mit MIG-/MAG-Schweißen oder WIG-Schweißen hervorragend ausführen.Auch beim Laserschweißen kann mit Zusatzwerkstoff geschweißt werden. In den meisten Fällen wird dieser Zusatz verwendet, um sicherzustellen, dass das Schweißbild den Normen entspricht. Ein kleiner Spalt lässt sich mit dem Laser einfacher schweißen, wenn Zusatzwerkstoff verwendet wird.Beim Laserschweißprozess entsteht das Schmelzbad durch sehr hohe Energie, die auf einen kleinen Punkt auf dem Material fokussiert wird. Das Schmelzbad ist in seiner Größe kaum größer als der Laser-Spot. Da dies zu einem zu kleinen Schmelzbad führen kann, besteht die Möglichkeit, den Laser-Spot schnell rotieren oder oszillieren zu lassen. Diese Bewegung wird häufig als „Wobble“ bezeichnet. Der Wobble ist an der Schweißpistole einstellbar, sowohl in Bezug auf die Form (rotierend/oszillierend) als auch auf die Breite. Der Einsatz einer Schweißpistole mit Wobble hat dazu beigetragen, dass manuelles Laserschweißen einfacher anzuwenden ist.
27 Dezember

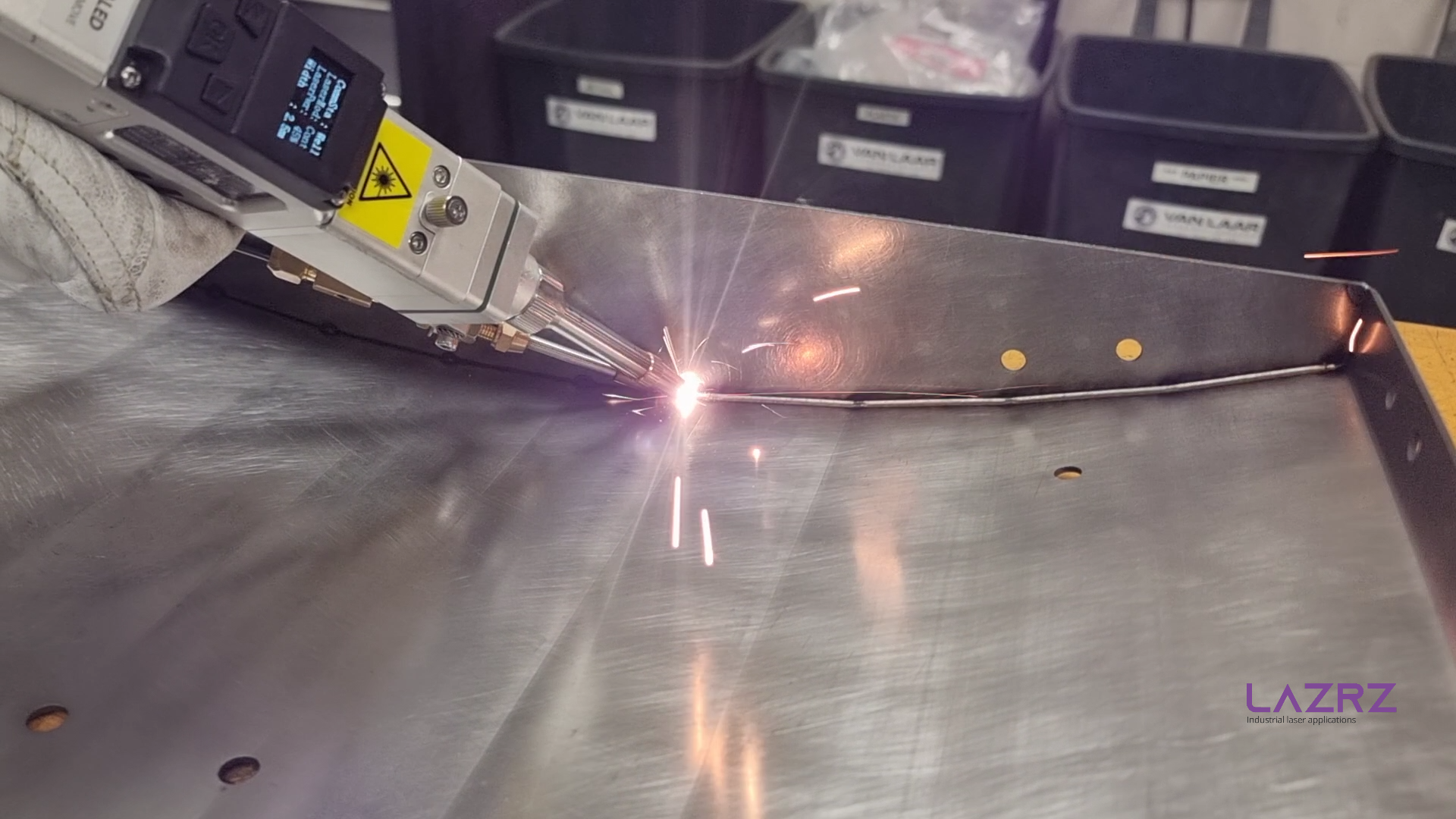
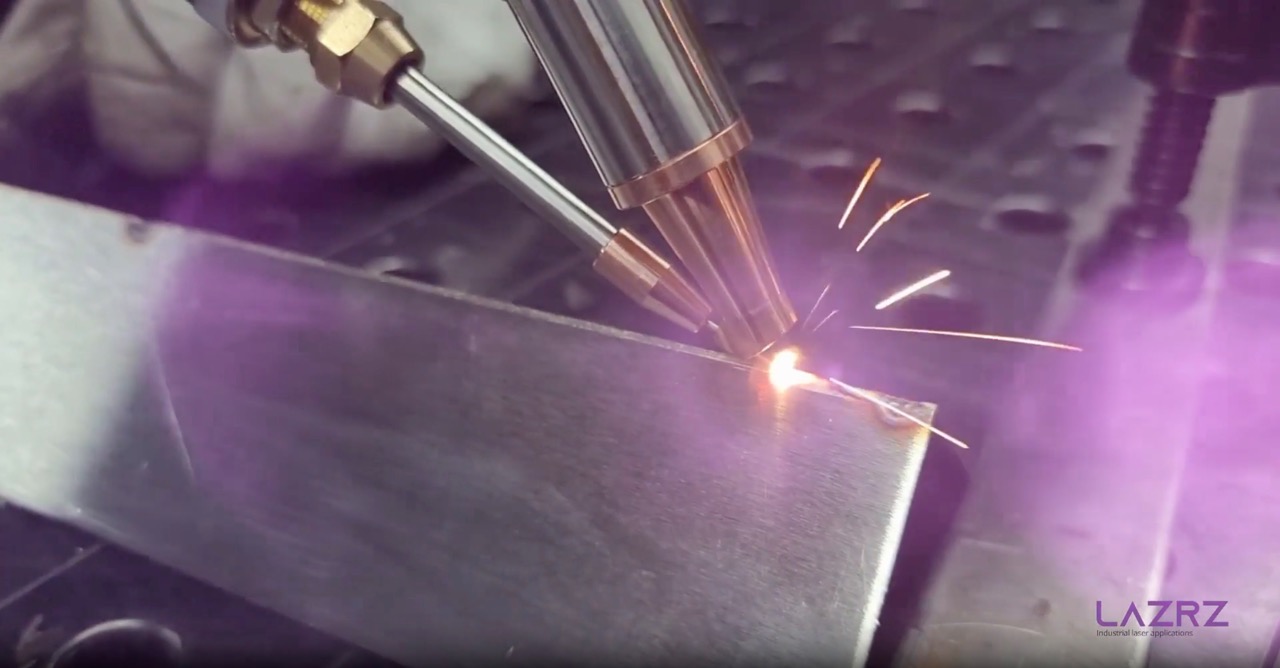
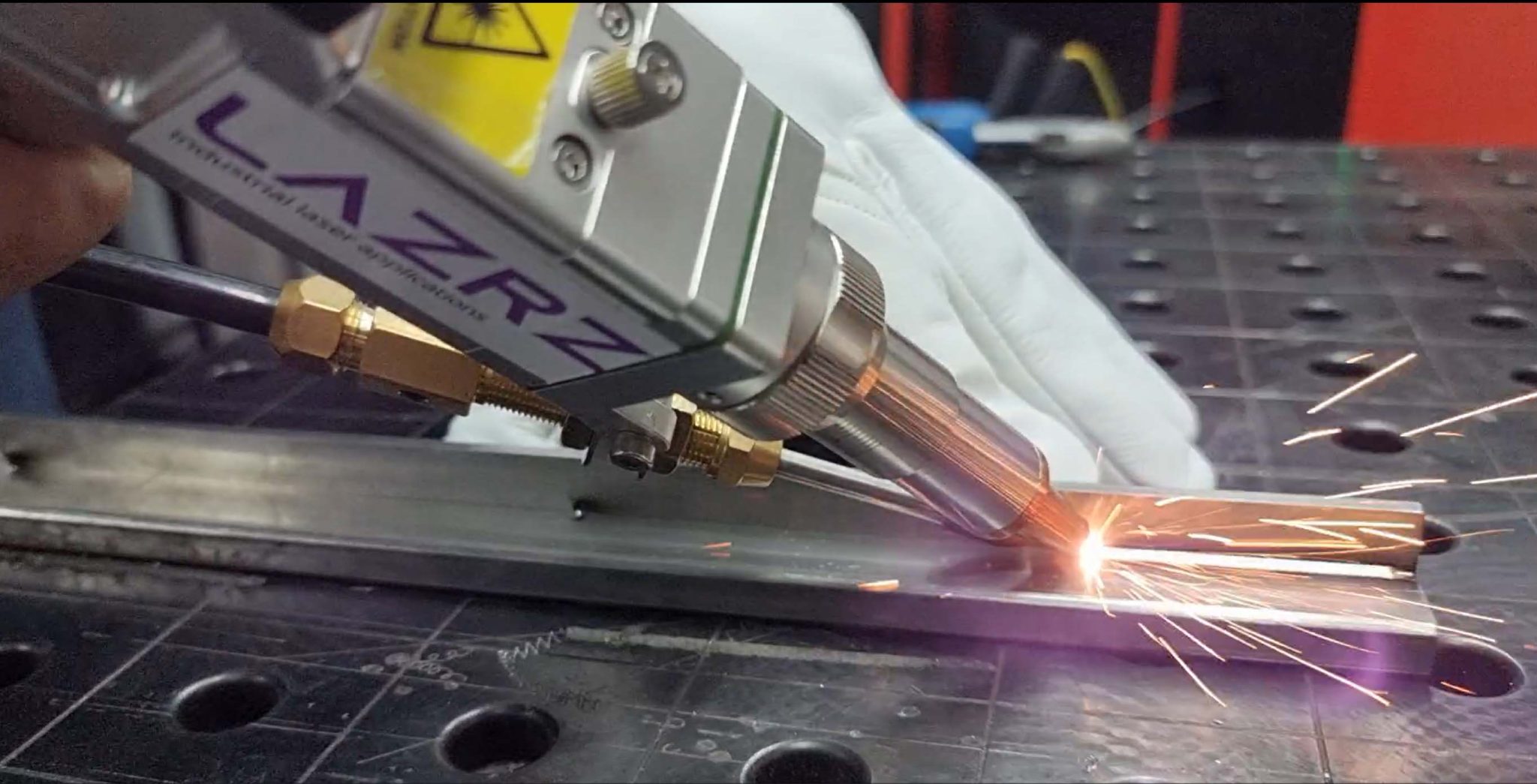
Auf dieser Seite zeigen wir ein Video mit verschiedenen Laserschweißanwendungen. Diese Videos wurden während Demonstrationen aufgenommen.
Im November und Dezember haben wir regelmäßig Tests für Kunden durchgeführt und Demonstrationen gegeben. Unten finden Sie einige Beispiele geschweißter Produkte.Sehen Sie selbst Möglichkeiten für das handgeführte Laserschweißen und möchten Sie diese weiter untersuchen? Wir hören gerne von Ihnen!
23 Dezember
Laserschweißmaschine mieten
Bei LAZRZ können Sie ab sofort Laserschweißmaschinen mieten. Gerne informieren wir Sie über die Möglichkeiten.
Ab Ende Januar bietet LAZRZ die Möglichkeit, eine handgeführte Laserschweißmaschine zu mieten. Mit der Möglichkeit, eine Laserschweißmaschine zu mieten, möchten wir es Unternehmen erleichtern, das Schweißverfahren kennenzulernen, ohne direkt in ein eigenes Laserschweißgerät investieren zu müssen.Das Mieten einer Laserschweißmaschine kann auch eine Lösung für projektbezogene Aufträge sein, bei denen Laserschweißen für einen begrenzten Zeitraum im Produktionsprozess eingesetzt werden kann.
Schulung und Einweisung
Auch wenn Sie eine Laserschweißmaschine mieten, können wir eine Schulung zur Handhabung und zur richtigen Arbeitsweise im Bereich Sicherheit anbieten.
Die Laserschweißmaschine
In unserer Mietflotte verfügen wir über Laserschweißmaschinen mit 1500 und 2000 Watt. Die Laserschweißmaschinen werden mit einem Drahtvorschubgerät geliefert, sodass auch mit Zusatzwerkstoff geschweißt werden kann. Zudem werden bei der Miete zwei Laserschutzbrillen mitgeliefert, sodass Sie nicht in Schutzbrillen investieren müssen.
Verschleißteile
Beim Laserschweißen beschränkt sich die Anzahl der Verschleißteile in der Regel auf Schutzlinsen und Kontaktdüsen. Bei der Miete einer Laserschweißmaschine wird ein Set mit den am häufigsten verwendeten Verschleißteilen beigefügt, sodass Sie dadurch keinen Stillstand haben. Nach Ablauf der Mietperiode werden die Verschleißteile abgerechnet.
Transport
Die Mietpreise verstehen sich exklusive Transportkosten. Bitte berücksichtigen Sie daher den Transport von Middelburg zu Ihrem Standort.
23 Dezember

Schutzbrillen für Laserschweißen und Laserreinigung
Schutzbrillen für Laserschweißen und Laserreinigung
In einem Raum, in dem mit einem Laser der Klasse 4 gearbeitet wird, ist das Tragen einer Laserschutzbrille zwingend erforderlich. Da das Laserlicht nicht divergiert, bleibt die Intensität des Laserstrahls auch über große Entfernungen für das Auge gefährlich.
Laserlicht und Reflexionen
Eine direkte Bestrahlung des Auges durch die Laserschweißanlage ist unter normalen Umständen nahezu ausgeschlossen. Während des Schweißens wird nur ein Teil des Laserlichts absorbiert und in Wärme umgewandelt. Ein anderer Teil des Lichts wird reflektiert. Abhängig von der Oberfläche und der Art des Materials kann diese Reflexion spiegelnd oder diffus erfolgen. In beiden Fällen bleibt das Risiko einer Augenschädigung bestehen. Das Tragen einer Laserschutzbrille ist daher in der Umgebung einer Laserschweißmaschine jederzeit erforderlich und verpflichtend.
Auswahl der Laserschutzbrille
Laserschutzbrillen sind speziell für einen bestimmten Lasertyp vorgesehen. Nicht jede Brille ist für alle Arten von Laserlicht geeignet. Für die Auswahl der richtigen Laserschutzbrille…
- Lasertyp / Lasermodus
- Laserleistung / erforderlicher Dämpfungsgrad
- Wellenlänge des Lasers
Lasertyp / Lasermodus
Die Pulslänge ist für die Intensität des Lasers von Bedeutung und spielt eine wichtige Rolle bei der Auswahl der richtigen Laserschutzbrille. In der folgenden Tabelle wird die Einteilung dargestellt. Beim Laserschweißen gehen wir immer von D oder I aus.
Buchstabe
Pulslänge
Continuous Wave
D
>0,25s
Pulsed
I
1µs – 0,25s
Giant Pulsed
R
1 ns – 1µs
Mode-Locked
M
< 1µs
Der Dämpfungsgrad der Laserschutzbrille wird durch den auf der Laserschutzbrille angegebenen LB- oder OD-Wert dargestellt. In der NEN-EN 207 wird angegeben, dass der Schutzwert der Brille sowohl für das Glas als auch für das Gestell der Brille gelten muss. Dies betrifft den auf der Brille angegebenen LB-Wert. Der OD-Wert (Optical Density) gibt den Dämpfungsgrad des Glases an.
Dämpfungsgrad
Der Dämpfungsgrad der Laserschutzbrille wird durch den auf der Laserschutzbrille angegebenen LB- oder OD-Wert dargestellt. In der NEN-EN 207 wird angegeben, dass der Schutzwert der Brille sowohl für das Glas als auch für das Gestell der Brille gelten muss. Dies betrifft den auf der Brille angegebenen LB-Wert. Der OD-Wert (Optical Density) gibt den Dämpfungsgrad des Glases an.In einigen Fällen ist der OD-Wert höher als der angegebene LB-Wert. In diesem Fall hat das Glas im Gestell einen höheren Schutzwert als das Gestell selbst.Der Dämpfungsgrad des Glases ist wie folgt aufgebaut:
Leistungsdämpfung
Leistungsdurchlassung
OD1
0
100%
OD1
1/10
10%
OD2
1/100
1%
OD3
1/1000
0,1%
OD4
1/10.000
0,001%
OD5
1/100.000
0,0001%
OD6
1/1.000.000
0,000001%
OD7
1/10.000.000
0,0000001%
OD8
1/100.000.000
0,00000001%
OD9
1/1.000.000.000
0,000000001%
Wellenlänge
Verschiedene Materialien absorbieren Lichtfarben bzw. Wellenlängen in unterschiedlichem Maße. Dies gilt auch für die Materialien, die in Laserschutzbrillen verwendet werden. Aus diesem Grund muss auf der Brille angegeben sein, welcher Dämpfungsgrad für eine bestimmte Wellenlänge gilt.Laserschutzbrillen bieten häufig Schutz gegen einen bestimmten Wellenlängenbereich des Lichts. Auf der Brille ist daher angegeben, für welche Wellenlänge die Brille Schutz bietet.Ein Beispiel dafür, wie die Kennzeichnung auf einer Laserschutzbrille angegeben wird, ist:800–1100 nm DIR LB5Die Laserschutzbrille bietet in diesem Fall Schutz im Wellenlängenbereich von 800 bis 1100 nm. Dieser Schutz gilt für Laser, die mit einer Pulsdauer zwischen 1 Nanosekunde und 0,25 Sekunden arbeiten.
Lichtdurchlässigkeit der Brille
Bei Laserschutzprodukten wird nicht mit den Farbcodes gearbeitet, die wir aus der traditionellen Schweißtechnik kennen. Die DIN-Farbcodes von 7 bis 13 lassen sich nicht in Werte übersetzen, die bei Laserschutzprodukten verwendet werden. Bei allen Laserschutzprodukten wie Brillen und Schutzglas wird auch der Wert für die sichtbare Lichtdurchlässigkeit angegeben. Dieser Wert gibt an, in welchem Maße sichtbares Licht durch die Laserschutzbrille durchgelassen wird. Ein höherer Wert bedeutet also, dass mehr Licht durchgelassen wird als bei einem niedrigeren Wert.
12 Dezember

Klassifizierung von Lasern
Laser werden in verschiedene Kategorien eingeteilt. Diese Klassifizierung erfolgt gemäß der Norm NEN-EN 60825-1:2014. Diese Norm definiert die Kriterien für die verschiedenen Laserklassen. Nachfolgend finden Sie eine Zusammenfassung dieser Klassifizierung.
Laserklasse 1
Diese Laserklasse stellt keine Gefahr dar. Der Laser arbeitet ausschließlich in einer geschlossenen Umgebung. Persönliche Schutzausrüstung ist nicht erforderlich. Keine Gefahr unter normalen Betriebsbedingungen.
Wellenlänge des Lichts:
302,5–4000 nm (sichtbar und unsichtbar)
Typische Leistung:
40 µW
Persönliche Schutzausrüstung:
Nicht erforderlich
Laserklasse 1M
Laser dieser Klasse sind bei direkter Exposition gegenüber dem Laserstrahl für das Auge ungefährlich. Die Laserstrahlung kann jedoch gefährlich werden, wenn sie mit optischen Instrumenten betrachtet oder verändert wird.
Wellenlänge des Lichts:
180 nm–1 mm (sichtbar und unsichtbar)
Typische Leistung:
40 µW
Persönliche Schutzausrüstung:
Unter normalen Betriebsbedingungen nicht erforderlich.
Laserklasse 2
Diese Laserprodukte erzeugen sichtbares Licht mit begrenzter Intensität. Wenn der Laserstrahl ins Auge trifft, führt ein automatischer Reflex dazu, dass sich das Auge schließt.
Wellenlänge des Lichts:
400–700 nm (sichtbar)
Typische Leistung:
1 mW
Persönliche Schutzausrüstung:
Unter normalen Betriebsbedingungen nicht erforderlich.
Laserklasse 2M
Bei direkter Lichteinwirkung nicht unmittelbar gefährlich. Diese Laserstrahlung kann jedoch gefährlich werden, wenn optische Instrumente verwendet werden. Eine Gefahr kann entstehen, wenn das Licht durch ein optisches Instrument wie eine Lupe, ein Fernglas usw. fällt.
Wellenlänge des Lichts:
400–700 nm (sichtbar)
Typische Leistung:
1 mW
Persönliche Schutzausrüstung:
Unter normalen Betriebsbedingungen nicht erforderlich.
Laserklasse 3R
Bei direkter Lichteinwirkung nicht unmittelbar gefährlich. Diese Laserstrahlung kann jedoch gefährlich werden, wenn optische Instrumente verwendet werden. Eine Gefahr kann entstehen, wenn das Licht durch ein optisches Instrument wie eine Lupe, ein Fernglas usw. fällt.
Wellenlänge des Lichts:
180 nm–1 mm (sichtbar und unsicht
Typische Leistung:
<500 mW
Persönliche Schutzausrüstung:
Erforderlich
Laserklasse 4
Laser der Klasse 4 haben eine hohe Leistung. Sowohl der direkte Laserstrahl als auch seine Reflexionen enthalten eine gefährliche Energiemenge, die für Augen und Haut schädlich sein kann. Der direkte Laserstrahl und seine Reflexionen können Brände verursachen. Weitere Informationen zu den Risiken finden Sie auf unserer Webseite über Sicherheit und Laserschweißen.
Wellenlänge des Lichts:
180 nm–1 mm (sichtbar und unsichtbar)
Typische Leistung:
Keine Begrenzung
Persönliche Schutzausrüstung:
Das Tragen einer Schutzbrille gegen Laserstrahlung ist verpflichtend.
23 November
Relevante Normen im Zusammenhang mit dem Laserschweißen
Für die Anwendung manueller Laserschweißgeräte sind mehrere Normen von Bedeutung. Nachfolgend finden Sie die relevanten Normen für die verschiedenen Bereiche:
Laserschweißgeräte
Um den europäischen Vorschriften zu entsprechen, sind mehrere Normen anwendbar. Selbstverständlich gelten allgemeine Normen wie die Maschinenrichtlinie und die Niederspannungsrichtlinie, jedoch sind auch spezifische Normen in Bezug auf Lasergeräte relevant:
- NEN-EN 60825-1:2014 Sicherheit von Laserprodukten – Teil 1: Klassifizierung von Anlagen und Anforderungen
- NEN-EN ISO 11553-1:2009 Maschinen mit Laseranwendungen – Teil 1: Sicherheitsanforderungen
- NEN-EN ISO 11553-2:2009 Maschinen mit Laseranwendungen – Teil 2: Sicherheitsanforderungen für handgeführte Maschinen mit Laseranwendungen.
- NEN-EN ISO 13849-1 Sicherheitsbezogene Teile von Steuerungen – Teil 1: Allgemeine Gestaltungsleitsätze.
- Maschinenrichtlinie (2006/42/EG)
- EMV-Richtlinie (2014/30/EU)
- Niederspannungsrichtlinie (2014/35/EU)
Laserschutzbrillen
Laserschutzbrillen dienen dem Schutz vor kurzzeitiger und gelegentlicher Exposition gegenüber direkter Laserstrahlung. Die Norm, die sich auf diese PSA bezieht, ist:
- NEN-EN 207:2017 Oogbeschermingsuitrusting -FIlters en oogbeschermers tegen laserstraling (laser oogbescherming
Schutzkleidung und Handschuhe
Op het gebied van Schutzkleidung und Handschuhen sind keine Normen bekannt, die die Anforderungen ausreichend beschreiben. Es sind Produkte erhältlich, bei denen der Schutzwert gegenüber Laserstrahlung spezifiziert wird, dies ist jedoch nicht durch eine europäische Norm abgedeckt. In der Praxis können Leder-Schweißhandschuhe und Schweißschutzkleidung mit ausreichender Materialstärke Schutz vor kurzzeitiger und gelegentlicher Exposition gegenüber Laserstrahlung bieten. Dies ist selbstverständlich abhängig von der Leistung und Wellenlänge des Lasers und muss im Einzelfall beurteilt werden.