





23 november
Relevante normen met betrekking tot laserlassen
Voor de toepassing van handmatige laser las lasapparatuur zijn een aantal normen van belang. Onderstaand vind u voor de verschillende zaken de relevante normen:
Lasapparatuur
Om aan de Europese regelgeving te voldoen zijn een aantal normen van toepassing. Uiteraard gelden algemene normen zoals de machinerichtlijn en laagspanningsrichtlijn, maar er zijn ook specifieke normen met betrekking tot laser apparatuur van toepassing :
- NEN-EN 60825-1:2014 Veiligheid van laserproducten deel I – Apparatuur classificatie en eisen
- NEN-EN ISO 11553-1:2009 Machines die gebruik maken van lasers Deel I – Veiligheidseisen
- NEN-EN-ISO 11553-2:2009 Machines die gebruik maken van lasers Deel II – Veiligheidseisen voor handmatige machines die gebruik maken van lasers.
- NEN-EN-ISO 13849-1 Veiligheid gerelateerde delen besturingssystemen – Deel I : Algemene beginselen voor het ontwerp.
- Machinerichtlijn (2006/42/EG)
- EMC richtlijn (2014/30/EG)
- Laagspanningsrichtlijn (2014/35/EG)
Laser veiligheidsbrillen
laser veiligheidsbrillen zijn bedoeld ter bescherming tegen kortstondig en incidentele blootstelling aan direct laserlicht. De norm die betrekking heeft op deze PBM’s is :
- NEN-EN 207:2017 Oogbeschermingsuitrusting -FIlters en oogbeschermers tegen laserstraling (laser oogbescherming
Veiligheidskleding en handschoen
Op het gebeid van veiligheidskleding en handschoenen zijn er geen normen bekend die de eisen goed beschrijven. Er zijn producten beschikbaar waar wel de beschermingswaarde tegen laserstraling van wordt gespecificeerd, maar dit is niet “gedekt” door een van europese norm. In de praktijk kunnen lederen lashandschoenen en laskleding voldoende dikte bescherming bieden tegen kortstondige en incidentele blootstelling aan laserlicht. Dit is uiteraard afhankelijk van het vermogen en golflengte van de laser en dient van geval tot geval beoordeeld te worden
12 december

Classificatie van lasers
Lasers worden ingedeeld in verschillende categorieën. Deze classificatie wordt gedaan volgens NEN-EN 60825-1:2014. In deze norm worden de criteria genoemd voor de verschillende laser categorieën. Onderstaand geven we een samenvatting van deze classificatie.
Laserklasse 1
Deze laserklasse geeft geen gevaar. De laser is uitsluitend werkzaam in een gesloten omgeving. Persoonlijke bescherming is niet nodig. Geen gevaar onder normale omstandigheden
Golflengte van het licht
302,5 – 4000 nm (zichtbaar en onzichtbaar)
Typisch vermogen:
40 µW
Persoonlijke bescherming:
Niet nodig
Laserklasse 1M
Lasers met deze klasse zijn veilig voor het oog bij direct laserlicht. Het laserlicht kan gevaarlijk worden wanneer dit met optische instrumenten wordt vervormd.
Golflengte van het licht:
180 nm – 1mm nm (zichtbaar en onzichtbaar)
Typisch vermogen:
40 µW
Persoonlijke bescherming:
Niet noodzakelijk bij normaal gebruik
Laserklasse 2
Deze laserproducten genereren zichtbaar licht van een beperkte intensiteit. Indien het laserlicht in het oog valt zal een automatische reflex zorgen dat het oog zich sluit.
Golflengte van het licht:
400 – 700 nm (zichtbaar)
Typisch vermogen:
1 mW
Persoonlijke bescherming:
Niet noodzakelijk bij normaal gebruik
Laserklasse 2M
Niet direct gevaarlijk bij direct licht. Door toepassing van optische instrumenten kan dit laserlicht gevaarlijk zijn. Gevaar kan optreden wanneer het licht in een optisch intrument zoals een vergrootglas, verrekijker etc. schijnt.
Golflengte van het licht:
400 – 700 nm (zichtbaar)
Typisch vermogen:
1 mW
Persoonlijke bescherming:
Niet noodzakelijk bij normaal gebruik
Laserklasse 3R
Laserlicht is waarschijnlijk gevaarlijk en schadelijk voor het oog en voor de huid. Laserlicht van deze klasse is gevaarlijk voor het oog. Het risico zal veelal relatief laag zijn. Langdurige blootstelling en blootstelling onder “worst-case” condities kunnen echter wel gevaar opleveren.
Golflengte van het licht:
180 nm – 1mm (zichtbaar en onzichtbaar)
Typisch vermogen:
<500 mW
Persoonlijke bescherming:
Gewenst
Laserklasse 4
Klasse 4 lasers hebben een hoog vermogen. Zowel direct laserlicht als de reflecties bevatten een gevaarlijke hoeveelheid energie die schadelijk kan zijn voor het oog en voor de huid. Direct laserlicht en hun reflecties kunnen brand veroorzaken. Meer informatie over de risico’s vind je op onze webpagina over veiligheid en laserlassen.
Golflengte van het licht:
180 nm – 1mm (zichtbaar en onzichtbaar)
Typisch vermogen:
geen limiet
Persoonlijke bescherming:
Het gebruik van een veiligheidsbril en voor laserlicht is verplicht
23 december

Veiligheidsbrillen voor laser lassen en laser reinigen
Hoe selecteer je de juiste laser veiligheidsbril. In deze post lichten we de verschillende aspecten toe.
In een ruimte waar met een klasse 4 laser gewerkt wordt is het dragen van een laser veiligheidsbril een absolute vereiste. Doordat het laserlicht niet divergeert zal de intensiteit van de laserstraal over grote afstanden gevaarlijk blijven voor het oog.
Laserlicht en reflecties
Directe aanstraling van het oog door de laserlasinstallatie is onder normale omstandigheden nagenoeg onmogelijk. Tijdens het lassen zal slechts een deel van het laserlicht worden geabsorbeerd en omgezet worden in warmte. Een ander deel van het licht zal reflecteren. Afhankelijk van het oppervlakte en het type materiaal zal deze reflectie spiegelend of diffuus reflecteren. In beide gevallen blijft het risico van oogbeschadiging aanwezig. Het gebruik van een laser veiligheidsbril is dan ook te allen tijde noodzakelijk (verplicht) in de omgeving van een laserlasmachine.
Selectie laserbril
Laser veiligheidsbrillen zijn specifiek voor een bepaald type laser bedoeld. Niet iedere bril is geschikt voor alle typen laserlicht. Voor de selectie van de juiste laserbril
- Type laser/laser modus
- Laservermogen/benodigde dempingsgraad
- Golflengte van de laser
Type laser/laser modus
De puls lengte is van belang voor de intensiteit van de laser en is van belang voor de selectie van de juiste laser veiligheidsbril. In onderstaande tabel wordt de indeling weergegeven. Voor het laserlassen gaan we altijd uit van de D of I.
Letter
Pulse Lengte
Continuous Wave
D
>0,25s
Pulsed
I
1µs – 0,25s
Giant Pulsed
R
1 ns – 1µs
Mode-Locked
M
< 1µs
De dempingsgraad van de laser veiligheidsbril wordt weergegeven middels de LB of OD waarde die op de laser veiligheidsbril staat aangegeven. In NEN-EN 207 wordt aangegeven dat de beschermende waarde van de bril moet gelden voor zowel het glas als het montuur van de bril. Dit betreft de LB waarde die op de bril is aangegeven. De OD waarde (Optical Density) geeft de dempingsgraad aan van het glas.
Dempingsgraad
De dempingsgraad van de laser veiligheidsbril wordt weergegeven middels de LB of OD waarde die op de laser veiligheidsbril staat aangegeven. In NEN-EN 207 wordt aangegeven dat de beschermede waarde van de bril moet gelden voor zowel het glas als het montuur van de bril. Dit betreft de LB waarde die op de bril is aangegeven. De OD waarde (optical density) geeft de dempingsgraad aan van het glas.In een aantal gevallen is de OD waarde hoger dan de LB waarde die is aangegeven. In dit geval heeft het glas in het montuur een hogere beschermende waarde dan het montuur.De dempingsgraad van het glas is als onderstaand opgebouwd :
Vermogensdemping
Vermogens doorlaat
OD1
0
100%
OD1
1/10
10%
OD2
1/100
1%
OD3
1/1000
0,1%
OD4
1/10.000
0,001%
OD5
1/100.000
0,0001%
OD6
1/1.000.000
0,000001%
OD7
1/10.000.000
0,0000001%
OD8
1/100.000.000
0,00000001%
OD9
1/1.000.000.000
0,000000001%
Golflengte
Verschillende materialen absorberen lichtkleuren of golflengte in meer of mindere mate. Dit geldt ook voor de materialen die gebruikt worden in laser veiligheidsbrillen. Om deze reden dient er op de bril te worden aangegeven welke dempingsgraad voor een specifieke golflengte van toepassing is.Laser veiligheidsbrillen bieden veelal bescherming tegen een bepaalde golflengte range van het licht. Op de bril staat dan ook aangegeven voor welke golflengte de bril bescherming biedt.Een voorbeeld van hoe de markering op een laserveiligheidsbril is aangegeven is :800 – 1100 nm DIR LB5De laser veiligheidsbril biedt in geval bescherming in het golflengtegebied van 800 tot 1100 nm. Deze bescherming wordt geboden bij lasers die werken met een pulsduur tussen 1 nano seconde tot 0,25 seconden
Lichtdoorlatendheid bril
Bij laserveiligheidsproducten wordt er niet gewerkt met de kleurcodes die we uit kennen uit de traditionele lastechniek. De DIN kleurcodes van 7 t/m 13 zijn niet ter vertalen naar waardes die bij laserveiligheidsproducten bekend zijn. Bij alle laserveiligheidsproducten zoals brillen en glas wordt ook de Visual Light Transfer waarde aangegeven. Deze waarde geeft aan in hoeverre het zichtbare licht wordt doorgelaten door de laserveiligheidsbril. Een hogere waarde geeft dus meer licht door dan een lage waarde.
23 december
Laserlasmachine huren
Bij Lazrz kunt u vanaf heden laser lasmachines huren. Wij informeren u graag over de mogelijkheden.
Vanaf eind januari zal LAZRZ de mogelijk bieden om een hand laserlasmachine te huren. Met de mogelijkheid van het huren van een laser lasmachine willen we het eenvoudiger maken voor bedrijven om kennis te maken met het lasproces zonder dat men direct hoeft te investeren in een eigen laserlastoestel.Huren van een laserlasmachine kan ook een oplossing zijn voor projectmatige opdrachten waar gedurende een beperkte periode laserlassen ingezet kan worden in het productieproces.
Training en instructie
Ook wanneer u een laserlasmachine huurt kunnen wij een training verzorgen met betrekking tot de handvaardigheid en de juiste werkwijze op het gebied van veiligheid.
De laserlasmachine
In onze huurvloot beschikken we over 1500 en 2000 Watt laserlasmachines. De laserlasmachines worden geleverd met een draadaanvoerkast zodat ook met toevoegmateriaal gelast kan worden. Tevens worden bij de huur 2 laserveiligheidsbrillen meegeleverd zodat u niet in brillen hoeft te investeren.
Slijtdelen
Bij het laserlassen is het aantal slijtdelen veelal beperkt tot beschermlenzen en contact nozzels. Bij de huur van een laser lasmachine wordt een set met de meest gebruikte slijtdelen gevoegd zodat u hier niet op stil komt te staan. Na afloop van de huurperiode zullen de slijtdelen verrekend worden.
Transport
Verhuurtarieven zijn exclusief transportkosten. Houd u dus rekening met het transport vanaf Middelburg naar uw locatie.
27 december

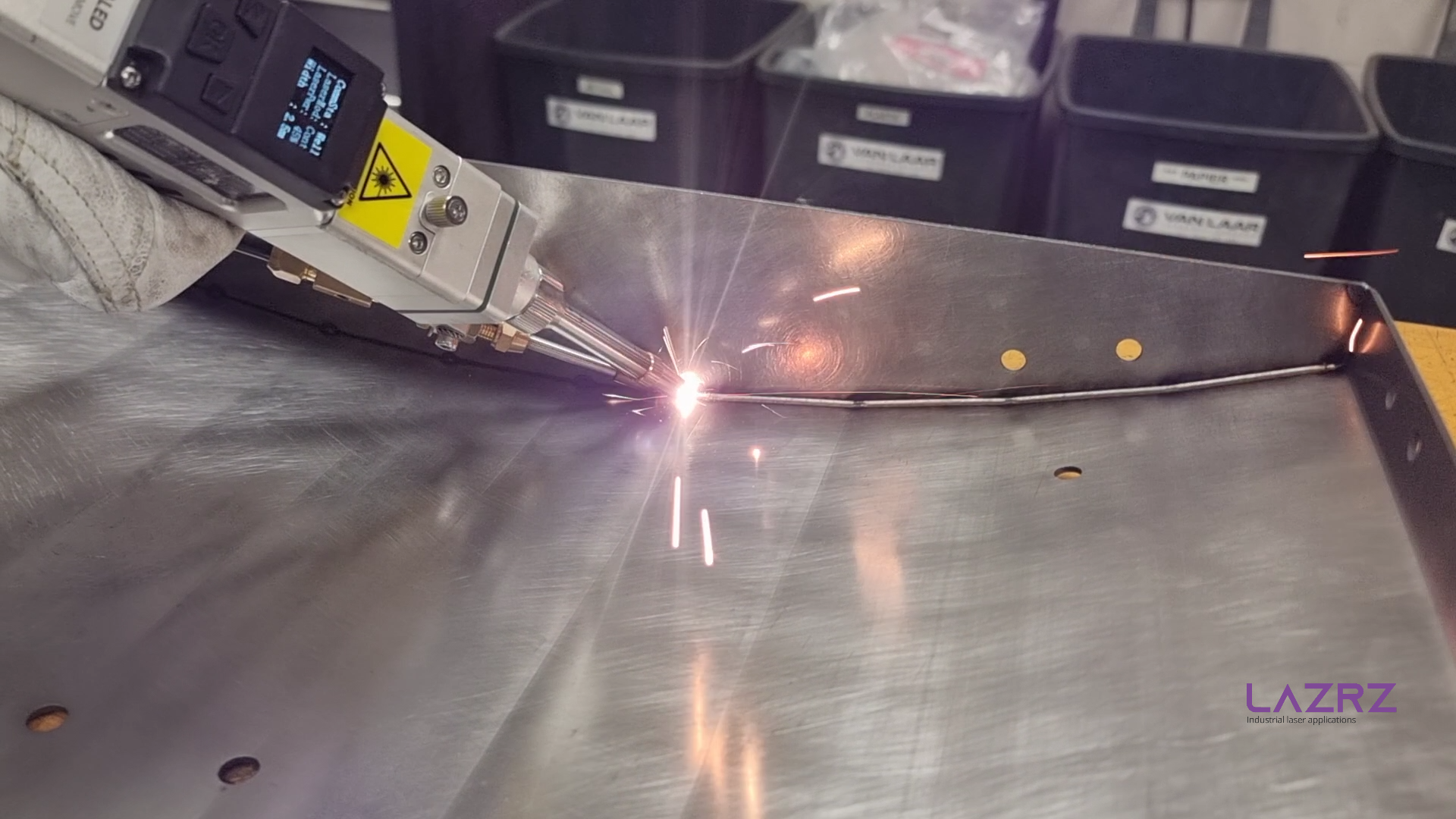
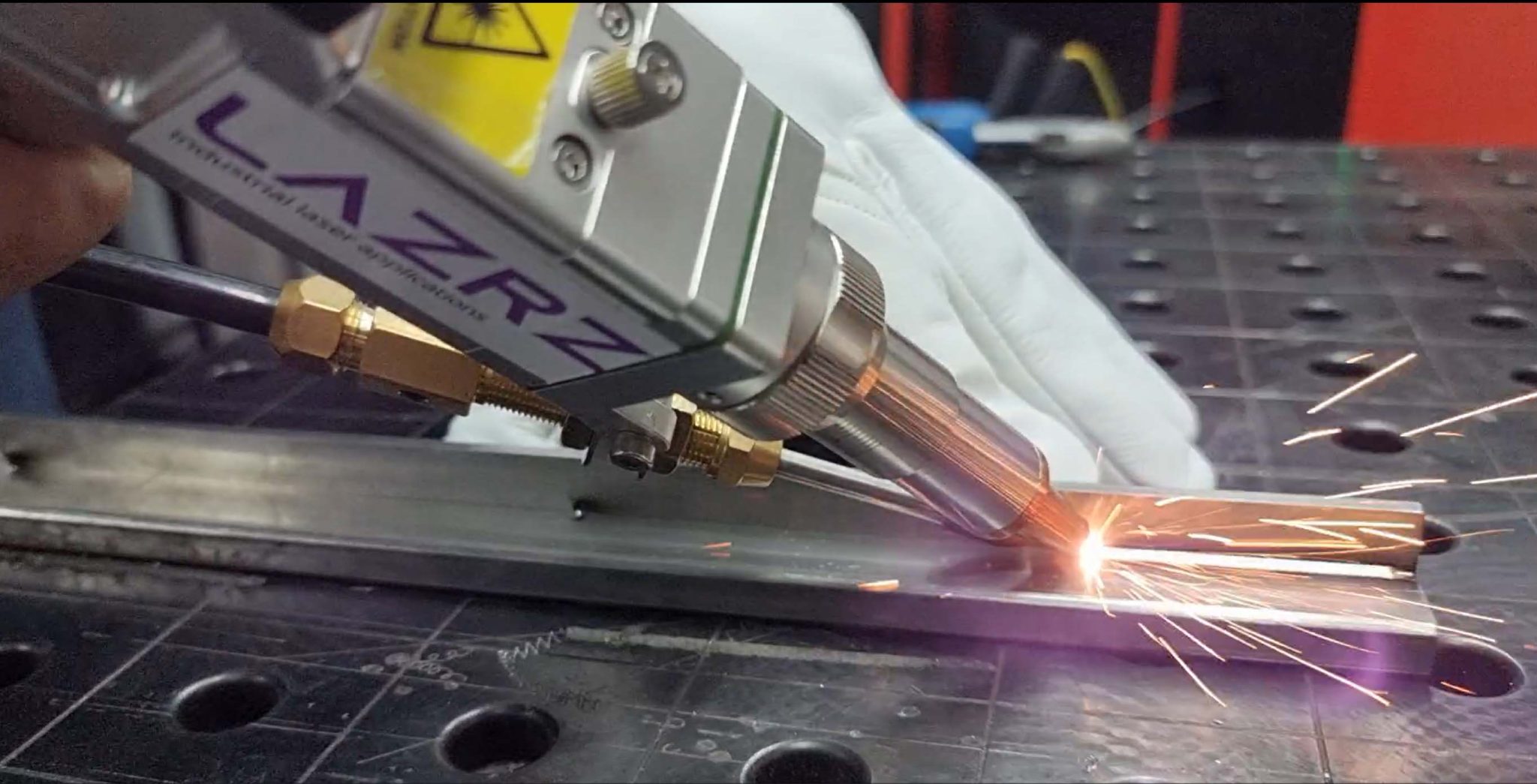
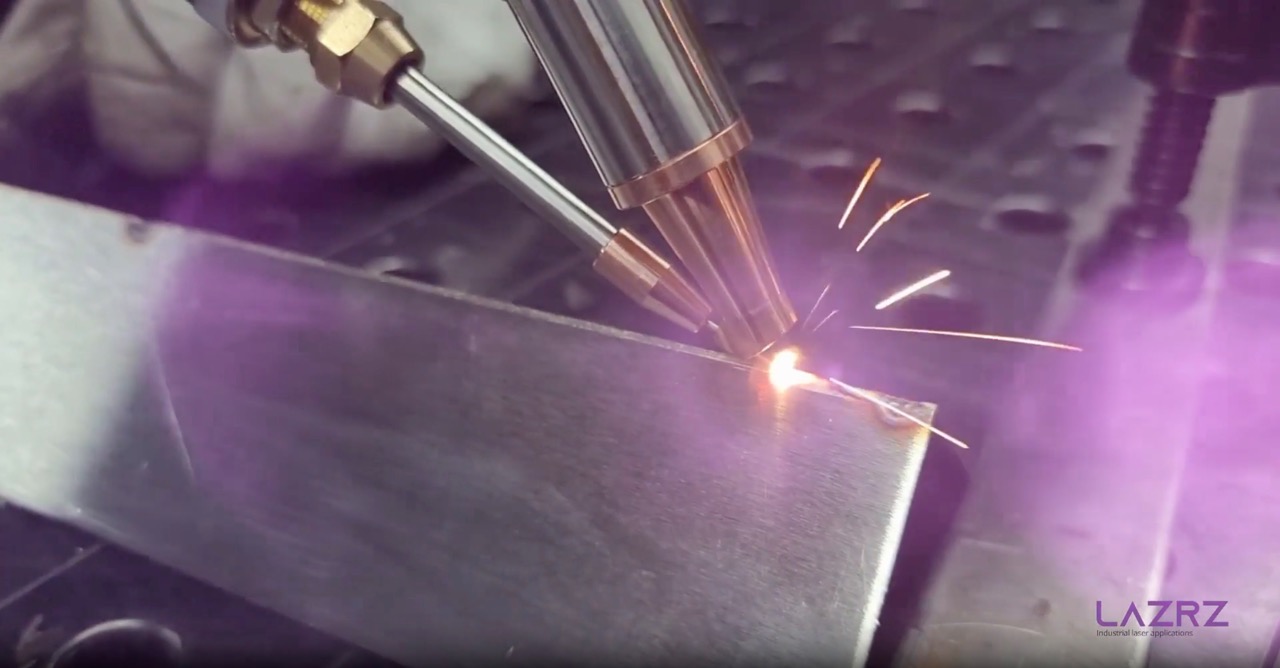
Op deze pagina laten we een video zien van een aantal laserlas applicaties. Deze video’s zijn gemaakt tijdens demonstraties
In november en december hebben we met grote regelmaat tests gedaan voor klanten en demonstraties uitgevoerd. Onderstaand vind je enkele voorbeelden van gelaste producten.Zie je zelf mogelijkheden voor het hand laserlassen en wil je dit verder onderzoeken ? We horen het graag!
13 oktober
Verschillen boog- en laserlassen
De boog en het smeltbad
Bij traditionele lasprocessen wordt warmte gegenereerd door de vlamboog die brandt tussen het werkstuk en een (afsmeltende) elektrode of draad. De grootte van het smeltbad wordt in hoge mate bepaald door de afmetingen van de plek waar de boog op het basismateriaal aangrijpt. Dit smeltbad is ten opzichte van laserlassen veel groter. Dit heeft het voordeel dat grotere vooropeningen overbrugd kunnen worden, aangezien het vloeibare lasmetaal de spleet mooi opvult. Aan de andere kant heeft dit grotere smeltbad ook als nadeel dat hier veel energie voor nodig is. De vervorming van het materiaal is daardoor vaak goed zichtbaar. Voor producten van RVS is dit vaak aanzienlijk. Ook zal bij RVS de verkleuring van het materiaal aanmerkelijk meer zijn. Door de langere duur en het grotere smeltbad is er immers meer gelegenheid voor zuurstof om te reageren met het vloeibare lasmetaal of hete basismateriaal.Ten opzichte van de traditionele lasprocessen is het laserlassen eenvoudig aan te leren. Doordat het laspistool in de meeste gevallen alleen in een rechte lijn langs de langsnaad wordt getrokken, is het voor de lasser vooral belangrijk om goed gevoel te krijgen bij de juiste lassnelheid.
Lassen met toevoegmateriaal
Bij de traditionele lasprocessen kan er aanmerkelijk grotere hoeveelheid lasmetaal toegevoegd worden. Het creëren van hoeklassen met een a-hoogte kan met MIG-/MAG-lassen of TIG-lassen uitstekend uitgevoerd worden.Ook bij laserlassen kan er gelast worden met toevoegmateriaal. In de meeste gevallen wordt deze toevoeging gebruikt om zorg te dragen dat het lasuiterlijk voldoet aan de normen. Een kleine spleet kan makkelijker met een laser gelast worden wanneer er gebruik wordt gemaakt van toevoeging.Bij het laserlasproces ontstaat het smeltbad door zeer hoge energie dat op een klein punt op het materiaal wordt gefocust. Het smeltbad is qua afmeting niet veel groter dan de spot van de laser. Aangezien dit kan resulteren in een te klein smeltbad, is er de mogelijkheid om de laserspot snel te laten roteren of oscilleren. Deze beweging wordt vaak de “wobble” genoemd. De wobble is op het laspistool instelbaar, zowel qua vorm (roteren/oscilleren) als de breedte. Toepassen van een laspistool met wobble heeft ervoor gezorgd dat handmatig laserlassen eenvoudiger is toe te passen.
11 november
Optimaliseer je laserlassen: De impact van de keuze van de lasermode
Bij het laserlassen is het van belang om de juiste lasermode te kiezen op basis van het materiaal dat je gaat laserlassen.
In het hart van het laserlassen speelt de lasermode een sleutelrol, waarbij elke mode – continu, gepulst of gemoduleerd – zijn eigen unieke kenmerken en voordelen biedt die direct de kwaliteit en effectiviteit van lasverbindingen beïnvloeden.
Continu Laserlassen: Krachtige Diepte en Sterke Verbindingen
Bij het continu laserlassen, ideaal voor dikke materialen die diepe penetratie vereisen, produceert de constante laserstraal voortdurend warmte. Deze aanhoudende warmte leidt tot diepere smelting en sterkere fusie, waardoor duurzame en krachtige lasverbindingen ontstaan.
Gepulst Laserlassen: Nauwkeurigheid, Beheersing en Flexibiliteit
Gepulst laserlassen, waarbij de laserstraal in korte, controleerbare pulsen wordt uitgezonden, biedt precisie en flexibiliteit. Het is ideaal voor dunne materialen, aangezien het nauwkeurig de warmteafvoer regelt en vervorming minimaliseert. Deze modus maakt het mogelijk om met uiterste precisie te lassen in complexe vormen, een cruciale factor voor fijne en gedetailleerde laswerken.
Gemoduleerd Laserlassen: Aanpassingsvermogen en Flexibiliteit
Gemoduleerd laserlassen, waarbij de energie-output van de laserstraal tijdens het lasproces varieert, stelt lassers in staat om specifieke laskenmerken te bereiken. Dit omvat het verminderen van warmte-input, het nauwkeurig beheersen van smeltbadvorming en het verbeteren van lasnaadkwaliteit. Deze modulatie biedt een ongekende flexibiliteit en aanpassingsvermogen voor diverse lasuitdagingen.
De Juiste Lasermode Kiezen: Essentieel voor Succes
Het selecteren van de juiste lasermode is cruciaal voor het behalen van optimale resultaten. Dit vereist een grondige analyse van het te lassen materiaal en proeflassen om de meest geschikte mode te bepalen. Door deze strategische keuze verbeter je niet alleen de kwaliteit van de lasverbindingen, maar zorg je ook voor consistente en betrouwbare resultaten.
Het kiezen van de juiste lasermode – continu, gepulst of gemoduleerd – is van groot belang voor de kwaliteit en het succes van elk lasproject. Met deze keuze bepaal je de diepte van penetratie, de precisie van de laspositionering en de algehele flexibiliteit van het lasproces.
11 november
Kwaliteitsborging bij laserlassen: Normen en inspectiemethoden voor betrouwbare lasverbindingen
Bij laserlassen heeft kwaliteitsborging een zeer belangrijke rol. In dit artikel leggen we je uit waar je rekening mee moet houden.
Kwaliteitsborging speelt een essentiële rol in laserlassen, waar het streven naar betrouwbare en duurzame lasverbindingen centraal staat. Cruciaal hierbij zijn de specifieke normen en richtlijnen die de kwaliteitsstandaarden definiëren. Toonaangevende organisaties zoals de International Organization for Standardization (ISO) en de American Welding Society (AWS) hebben deze normen ontwikkeld en zijn breed geaccepteerd in de industrie.
Voorbeelden van Cruciale Normen voor Kwaliteitsborging
- ISO 15614-1:2017: Deze norm biedt gedetailleerde specificaties voor het kwalificeren van lasprocedures.
- AWS D17.1/D17.1M:2020: Richt zich op het beoordelen van lassers en het vaststellen van acceptatiecriteria voor lasverbindingen.
- ISO 3834-2:2005: Deze biedt richtlijnen voor het waarborgen van lasprocessen.
Evaluatie en Controle: Kern van de Kwaliteitsborging bij Laserlassen
Het zorgvuldig beoordelen van lasverbindingen is een cruciaal onderdeel van de kwaliteitsborging. Dit gebeurt door middel van diverse inspectiemethoden en technieken.
Visuele Inspectie: Eerste en Onmisbare Stap
Basisonderzoek: Het zorgvuldig controleren van de lasverbinding op zichtbare gebreken. Expertise van Inspecteurs: Hierbij detecteren ervaren inspecteurs veelvoorkomende afwijkingen met het blote oog.
Niet-Destructief Onderzoek (NDO): Onthullen van het Onzichtbare
Geavanceerde Technieken: Methoden zoals radiografie, ultrasoon onderzoek, en magnetisch onderzoek. Interne Defecten Opsporen: Deze technieken maken het mogelijk om interne scheuren en porositeit te identificeren.
Penetrantonderzoek: Accentueren voor Nauwkeurige Beoordeling
Kleurstofgebruik: Accentueert defecten op het lasoppervlak. Gedetailleerde Inspectie: Helpt bij het identificeren van oppervlaktegerelateerde defecten.
Röntgenonderzoek en Trekproeven: Diepgaande Analyse
Röntgenstraling: Voor het detecteren van interne gebreken. Trekproeven: Testen van mechanische eigenschappen zoals treksterkte en ductiliteit.
De toepassing van deze specifieke normen en uitgebreide inspectiemethoden, waaronder visuele inspectie, NDO, penetrantonderzoek, röntgenonderzoek, en trekproeven, stelt organisaties in staat om de kwaliteit en betrouwbaarheid van hun lasprocessen te garanderen. Hierdoor leveren ze consistent hoogwaardige lasverbindingen.
Toenemend gebruik van vezellasers voor verbeterde prestaties
Vezellasers winnen snel aan populariteit in de lasindustrie vanwege hun compacte formaat, hogere energie-efficiëntie en superieure bundelkwaliteit. Ontdek hoe deze lasers de prestaties verbeteren en nieuwe mogelijkheden bieden.
Geavanceerde procescontrole voor betere stabiliteit en productiviteit
Met behulp van geavanceerde sensoren en procesbewakingstechnieken kan het laserlasproces in real-time worden gecontroleerd en aangepast. Ontdek hoe deze technologieën de processtabiliteit, kwaliteitsborging en productiviteit verbeteren.
Automatisering en robotisering voor efficiëntie en precisie
Ontdek hoe laserlassen steeds meer geautomatiseerd wordt met behulp van robotsystemen. Dit verhoogt de efficiëntie, precisie en consistentie van het lasproces, vooral bij grootschalige productie. Leer meer over de voordelen van automatisering en robotisering.
Additive manufacturing (3d-printen) met laserlassen
Ontdek hoe laserlassen wordt toegepast in de additive manufacturing-industrie, waarbij complexe metalen onderdelen laag voor laag worden opgebouwd. Leer meer over de mogelijkheden van laserlassen in 3D-printen en de creatie van geavanceerde en op maat gemaakte producten.
Geavanceerde technieken en ontwikkelingen bij laserlassen
Ontdek enkele geavanceerde technieken en ontwikkelingen die momenteel plaatsvinden in laserlassen, zoals high-speed laserlassen, hybride laserlassen, laserafstandsregeling en geoptimaliseerde lasparameters. Leer hoe deze technieken bijdragen aan verbeterde lasprestaties, procescontrole en productiviteit.
Nieuwe ontwikkelingen in lasers voor verbeterde efficiëntie en kwaliteit
Leer meer over de voortdurende ontwikkelingen op het gebied van lasers die de efficiëntie en kwaliteit van laserlassen verbeteren, zoals lasers met hoger vermogen, verbeterde straalvorming, smart lasbesturing en lasers met meerdere golflengten.
Kostenbesparende methoden en hun impact op laserlassen
Ontdek hoe kostenbesparende methoden, zoals simulatie en automatisering, het laserlasproces hebben beïnvloed. Leer hoe procesoptimalisatie, kwaliteitsborging en verhoogde productiviteit worden bereikt door het toepassen van deze methoden. Blijf op de hoogte van de trends en ontwikkelingen in laserlassen, aangezien ze de efficiëntie, kwaliteit en mogelijkheden van het proces verder verbeteren. Met toenemend gebruik van vezellasers, geavanceerde procescontrole, automatisering en robotisering, additive manufacturing, geavanceerde technieken en ontwikkelingen, nieuwe laserontwikkelingen en kostenbesparende methoden, blijft laserlassen een krachtige en betrouwbare lasmethode.