





Get started with laser welding
To successfully implement laser welding, it is important to pay extra attention to the preparation process. On this page, we highlight the key points that are important for laser welding.

Work with tight tolerances
Laser welding creates a small weld pool. The amount of molten weld metal has only a very limited ability to fill a gap. When using welding wire, welding is possible up to a maximum gap size equal to the wire diameter.

Work cleanly
As with arc welding processes, working cleanly is always essential for the best result. Removing dirt and grease is also very important in laser welding. If grease and dirt remain on the material, they can become trapped in the weld pool, reducing the quality of the weld. This can also directly lead to cracking.

Tacking with the laser
For the best result, we recommend tacking with the laser. Tack welds should be kept as small as possible to ensure the final weld looks as clean and consistent as possible. If thicker tack welds are present on the product, they can disrupt the welding process. Since tacking can also be done with the laser, this is the preferred method. The laser welding machine allows very small tack welds to be made.

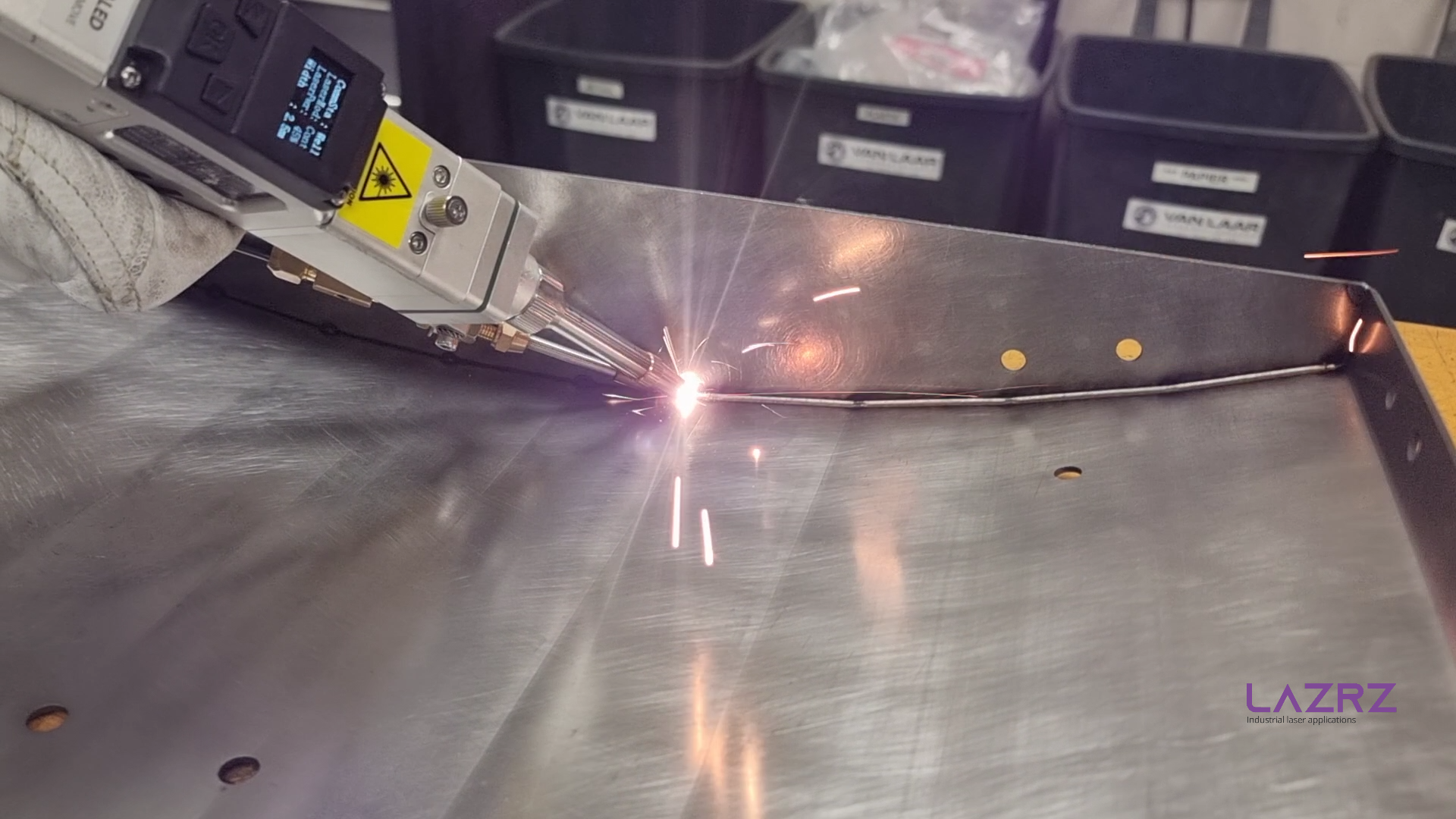
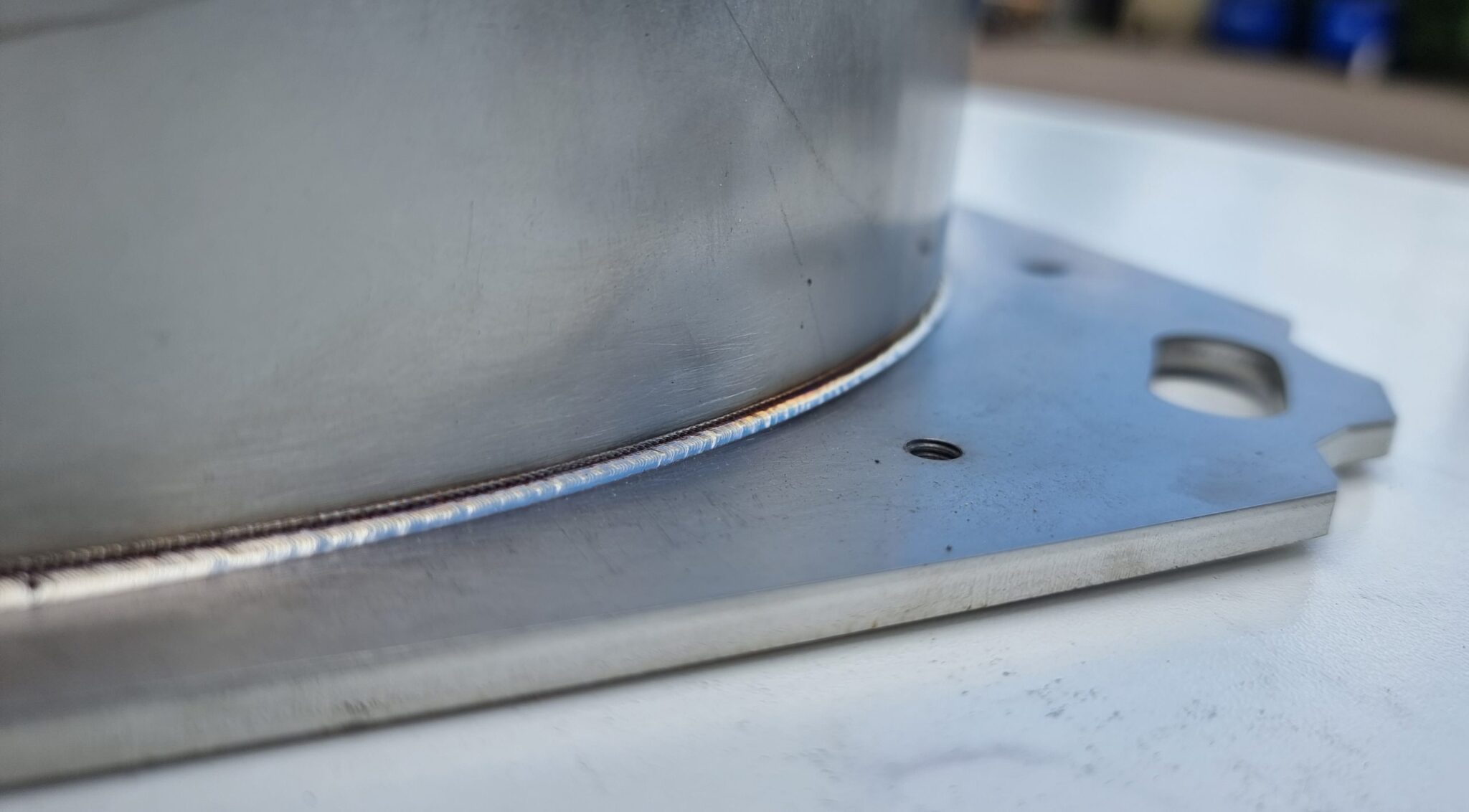
Welding speed: follow the torch
When welding with filler wire, the travel speed will match the wire feed speed. The welder can simply “follow” the welding wire, resulting in a very clean weld thanks to the consistent welding speed.
Choose the right welding wires
In laser welding, we use filler materials on spools. These are BS300 wire spools, which are also used in MIG/MAG welding. When making joint welds between dissimilar materials, it is always important to check whether the correct filler material is being used. Due to the smaller weld pool and a different level of dilution, it is advisable to verify which filler material should be used.
Choose the right welding parameters
The correct welding parameters can be selected in the laser welding machine based on the material type and material thickness. These settings can also be adjusted by the welder to match their personal preference. To meet structural requirements, it is important to validate the results with destructive testing. A similar approach can be used as with arc welding processes.
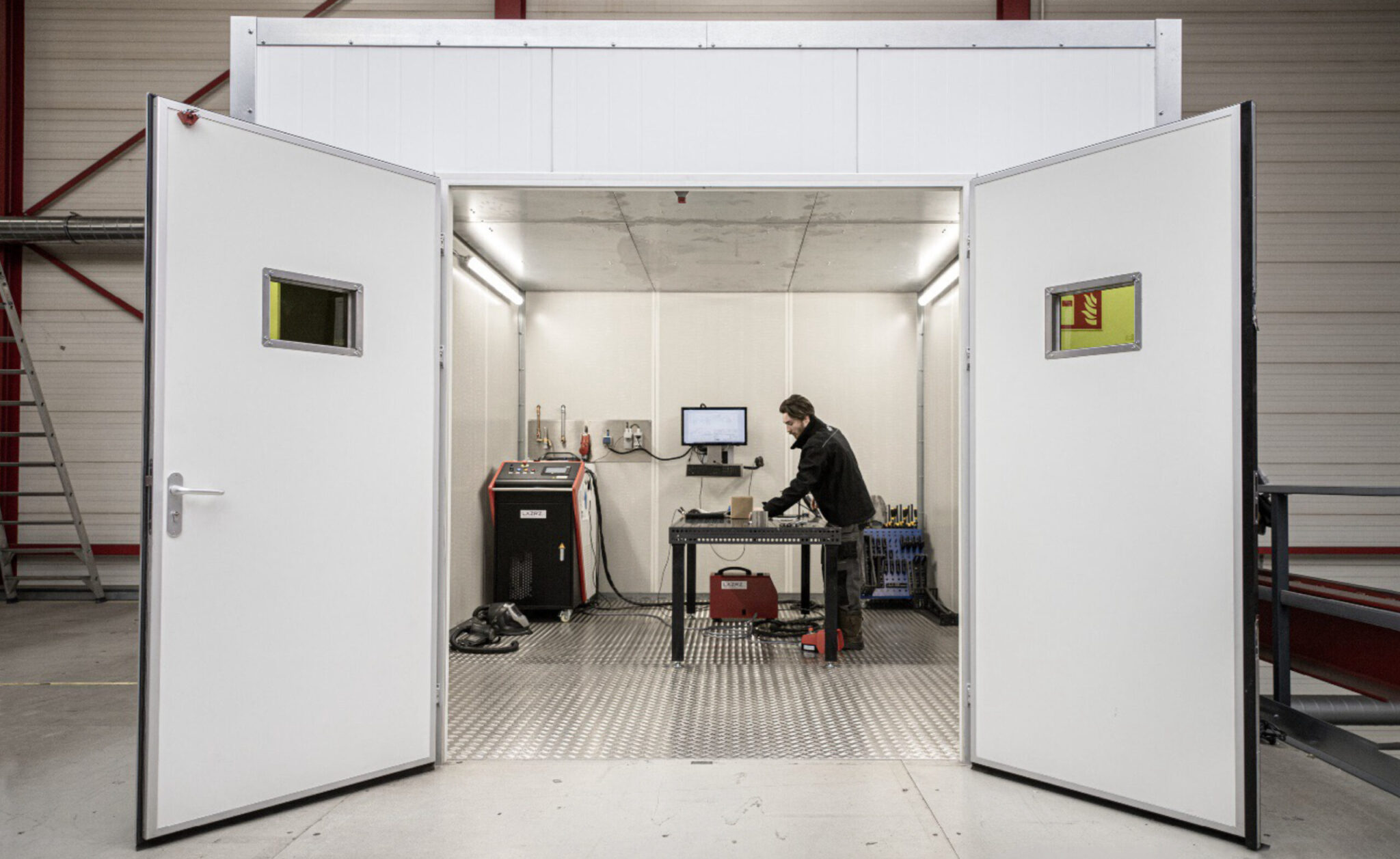
Work in a safe environment
Work in a safe environment The laser beam is not visible, but it does contain a high amount of energy. Reflections from laser welding can also contain dangerously high energy density. We therefore recommend carrying out laser welding in a shielded workstation, equipped with interlock door switches and a warning sign.

Use the correct personal protective equipment
Wearing the correct laser safety glasses is essential. A standard welding helmet does not provide protection against light from the near-infrared spectrum. Everyone present in the workspace must be provided with suitable laser safety glasses. More information about laser safety glasses can be found on our page about laser safety glasses.

Machine safety check
Since laser welding is performed with a powerful laser, it is important to periodically check the machine’s safety systems. This helps ensure that safety can be guaranteed.
Interested in laser welding?
Schedule your free phone consultation with our laser welding specialist, Arjen.