





13 octobre
Différences entre le soudage à l’arc et le soudage laser
L’arc et le bain de fusion
Dans les procédés de soudage traditionnels, la chaleur est générée par l’arc électrique qui se forme entre la pièce à souder et une électrode ou un fil fusible. La taille du bain de fusion est largement déterminée par les dimensions de la zone où l’arc agit sur le matériau de base. Par rapport au soudage laser, ce bain de fusion est beaucoup plus grand. Cela présente l’avantage de pouvoir combler des jeux plus importants, car le métal d’apport liquide remplit correctement l’espace. En revanche, ce bain de fusion plus important présente aussi l’inconvénient de nécessiter beaucoup d’énergie. La déformation du matériau est donc souvent clairement visible. Pour les produits en acier inoxydable, cela est souvent considérable. La coloration du matériau est également nettement plus importante sur l’acier inoxydable. En raison de la durée plus longue et du bain de fusion plus important, l’oxygène a davantage l’occasion de réagir avec le métal fondu ou le matériau de base chaud.Par rapport aux procédés de soudage traditionnels, le soudage laser est facile à apprendre. Comme le pistolet de soudage est, dans la plupart des cas, simplement déplacé en ligne droite le long du joint longitudinal, il est surtout important pour le soudeur de développer une bonne sensation de la vitesse de soudage appropriée.
Soudage avec métal d’apport
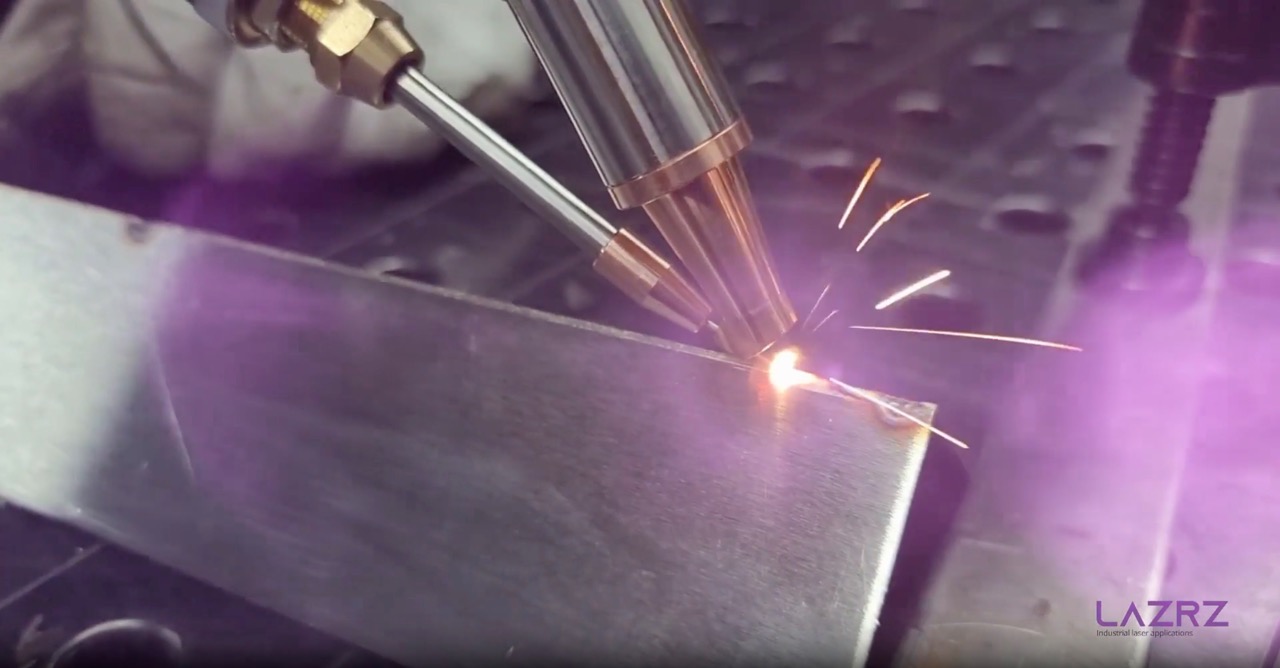
Dans les procédés de soudage traditionnels, une quantité nettement plus importante de métal d’apport peut être ajoutée. La réalisation de soudures d’angle avec une hauteur de gorge peut être effectuée de manière très efficace avec le soudage MIG/MAG ou le soudage TIG.Le soudage laser peut également être réalisé avec du métal d’apport. Dans la plupart des cas, cet apport est utilisé afin de garantir que l’aspect de la soudure réponde aux normes requises. Un petit jeu peut être soudé plus facilement au laser lorsque du métal d’apport est utilisé.Dans le procédé de soudage laser, le bain de fusion est créé par une énergie très élevée concentrée sur un petit point du matériau. Le bain de fusion n’est pas beaucoup plus grand que le spot laser. Comme cela peut entraîner un bain de fusion trop petit, il est possible de faire tourner ou osciller rapidement le spot laser. Ce mouvement est souvent appelé « wobble ». Le wobble est réglable sur le pistolet de soudage, aussi bien en termes de forme (rotation/oscillation) que de largeur. L’utilisation d’un pistolet de soudage avec wobble a rendu le soudage laser manuel plus facile à appliquer.
Deel dit bericht
