





Utilisation croissante des lasers à fibre pour améliorer les performances
Les lasers à fibre gagnent rapidement en popularité dans l’industrie du soudage grâce à leur conception compacte, leur efficacité énergétique plus élevée et leur qualité de faisceau supérieure. Découvrez comment ces lasers améliorent les performances et offrent de nouvelles possibilités.
Contrôle avancé des processus pour une stabilité et une productivité améliorées
Grâce à des capteurs avancés et à des techniques de surveillance des processus, le processus de soudage laser peut être contrôlé et ajusté en temps réel. Découvrez comment ces technologies améliorent la stabilité du processus, l’assurance qualité et la productivité.
Automatisation et robotisation pour plus d’efficacité et de précision
Découvrez comment le soudage laser est de plus en plus automatisé à l’aide de systèmes robotisés. Cela augmente l’efficacité, la précision et la constance du processus de soudage, notamment dans la production à grande échelle. Découvrez les avantages de l’automatisation et de la robotisation.
Fabrication additive (impression 3D) avec soudage laser
Découvrez comment le soudage laser est utilisé dans la fabrication additive, où des composants métalliques complexes sont construits couche par couche. Découvrez les possibilités du soudage laser dans l’impression 3D et la création de produits avancés et personnalisés.
Techniques avancées et développements dans le soudage laser
Découvrez quelques techniques avancées et développements actuellement en cours dans le soudage laser, tels que le soudage laser à grande vitesse, le soudage laser hybride, le contrôle de la distance laser et l’optimisation des paramètres de soudage. Découvrez comment ces techniques contribuent à améliorer les performances de soudage, le contrôle du processus et la productivité.
Nouveaux développements dans les lasers pour améliorer l’efficacité et la qualité
Découvrez les développements continus dans le domaine de la technologie laser qui améliorent l’efficacité et la qualité du soudage laser, tels que les lasers de plus grande puissance, la mise en forme améliorée du faisceau, le contrôle intelligent du soudage et les lasers à plusieurs longueurs d’onde.
Méthodes de réduction des coûts et leur impact sur le soudage laser
Découvrez comment les méthodes de réduction des coûts, telles que la simulation et l’automatisation, ont influencé le processus de soudage laser. Découvrez comment l’optimisation des processus, l’assurance qualité et l’augmentation de la productivité sont obtenues grâce à l’utilisation de ces méthodes. Restez informé des tendances et développements dans le soudage laser, car ils continuent d’améliorer l’efficacité, la qualité et les possibilités du processus. Avec l’utilisation croissante des lasers à fibre, le contrôle avancé des processus, l’automatisation et la robotisation, la fabrication additive, les techniques et développements avancés, les nouveaux développements laser et les méthodes de réduction des coûts, le soudage laser reste un procédé de soudage puissant et fiable.
11 novembre
Assurance qualité en soudage laser : normes et méthodes d’inspection pour des assemblages soudés fiables
L’assurance qualité joue un rôle très important dans le soudage laser. Dans cet article, nous vous expliquons les points auxquels vous devez prêter attention.
L’assurance qualité joue un rôle essentiel dans le soudage laser, où les assemblages soudés fiables et durables sont au cœur des priorités. Les normes et directives spécifiques qui définissent les exigences de qualité sont essentielles à cet égard. Des organisations de référence telles que l’International Organization for Standardization (ISO) et l’American Welding Society (AWS) ont élaboré ces normes, qui sont largement acceptées dans l’industrie.
Exemples de normes essentielles pour l’assurance qualité
- ISO 15614-1:2017 : cette norme fournit des spécifications détaillées pour la qualification des modes opératoires de soudage.
- AWS D17.1/D17.1M:2020 : se concentre sur l’évaluation des soudeurs et la définition des critères d’acceptation pour les assemblages soudés.
- ISO 3834-2:2005 : cette norme fournit des lignes directrices pour garantir les procédés de soudage.
Évaluation et contrôle : au cœur de l’assurance qualité en soudage laser
L’évaluation minutieuse des assemblages soudés constitue un élément essentiel de l’assurance qualité. Elle est réalisée à l’aide de diverses méthodes et techniques d’inspection.
Inspection visuelle : la première étape essentielle
Inspection de base : contrôle minutieux de l’assemblage soudé afin de détecter les défauts visibles. Expertise des inspecteurs : les inspecteurs expérimentés détectent les écarts courants à l’œil nu.
Contrôle non destructif (CND) : révéler l’invisible
Techniques avancées : méthodes telles que la radiographie, le contrôle par ultrasons et le contrôle par magnétoscopie. Détection des défauts internes : ces techniques permettent d’identifier les fissures internes et la porosité.
Contrôle par ressuage : mise en évidence pour une évaluation précise
Utilisation d’un colorant : met en évidence les défauts à la surface de la soudure. Inspection détaillée : aide à identifier les défauts liés à la surface.
Inspection par rayons X et essais de traction : analyse approfondie
Rayons X : pour détecter les défauts internes. Essais de traction : contrôle des propriétés mécaniques telles que la résistance à la traction et la ductilité.
L’application de ces normes spécifiques et de ces méthodes d’inspection complètes, notamment l’inspection visuelle, le CND, le contrôle par ressuage, l’inspection par rayons X et les essais de traction, permet aux entreprises de garantir la qualité et la fiabilité de leurs procédés de soudage. Elles peuvent ainsi fournir de manière constante des assemblages soudés de haute qualité.
11 novembre
Optimisez votre soudage laser: l’impact du choix du bon mode laser
En soudage laser, il est important de choisir le bon mode laser en fonction du matériau à souder.
Au cœur du soudage laser, le mode laser joue un rôle clé, chaque mode — continu, pulsé ou modulé — offrant ses propres caractéristiques et avantages uniques, qui influencent directement la qualité et l’efficacité des assemblages soudés.
Soudage laser continu: pénétration profonde et assemblages solides
En soudage laser continu, idéal pour les matériaux épais nécessitant une pénétration profonde, le faisceau laser constant génère de la chaleur en continu. Cette chaleur soutenue entraîne une fusion plus profonde et plus intense, créant ainsi des assemblages soudés durables et robustes.
Soudage laser pulsé: précision, contrôle et flexibilité
Le soudage laser pulsé, dans lequel le faisceau laser est émis en impulsions courtes et contrôlables, offre précision et flexibilité. Il est idéal pour les matériaux fins, car il permet de contrôler précisément l’apport de chaleur et de minimiser les déformations. Ce mode permet de souder des formes complexes avec une très grande précision — un facteur essentiel pour les travaux de soudage fins et détaillés.
Soudage laser modulé: adaptabilité et flexibilité
Le soudage laser modulé, dans lequel la puissance énergétique du faisceau laser varie pendant le processus de soudage, permet aux soudeurs d’obtenir des caractéristiques de soudage spécifiques. Celles-ci incluent la réduction de l’apport de chaleur, le contrôle précis de la formation du bain de fusion et l’amélioration de la qualité du cordon de soudure. Cette modulation offre une flexibilité et une adaptabilité exceptionnelles face à différents défis de soudage.
Choisir le bon mode laser: essentiel pour la réussite
Le choix du bon mode laser est essentiel pour obtenir des résultats optimaux. Cela nécessite une analyse approfondie du matériau à souder, ainsi que des essais de soudage afin de déterminer le mode le plus approprié. En faisant ce choix stratégique, vous améliorez non seulement la qualité des assemblages soudés, mais vous garantissez également des résultats constants et fiables.
Le choix du bon mode laser — continu, pulsé ou modulé — est d’une grande importance pour la qualité et la réussite de chaque projet de soudage. Ce choix détermine la profondeur de pénétration, la précision du positionnement de la soudure et la flexibilité globale du processus de soudage.
13 octobre
Différences entre le soudage à l’arc et le soudage laser
L’arc et le bain de fusion
Dans les procédés de soudage traditionnels, la chaleur est générée par l’arc électrique qui se forme entre la pièce à souder et une électrode ou un fil fusible. La taille du bain de fusion est largement déterminée par les dimensions de la zone où l’arc agit sur le matériau de base. Par rapport au soudage laser, ce bain de fusion est beaucoup plus grand. Cela présente l’avantage de pouvoir combler des jeux plus importants, car le métal d’apport liquide remplit correctement l’espace. En revanche, ce bain de fusion plus important présente aussi l’inconvénient de nécessiter beaucoup d’énergie. La déformation du matériau est donc souvent clairement visible. Pour les produits en acier inoxydable, cela est souvent considérable. La coloration du matériau est également nettement plus importante sur l’acier inoxydable. En raison de la durée plus longue et du bain de fusion plus important, l’oxygène a davantage l’occasion de réagir avec le métal fondu ou le matériau de base chaud.Par rapport aux procédés de soudage traditionnels, le soudage laser est facile à apprendre. Comme le pistolet de soudage est, dans la plupart des cas, simplement déplacé en ligne droite le long du joint longitudinal, il est surtout important pour le soudeur de développer une bonne sensation de la vitesse de soudage appropriée.
Soudage avec métal d’apport
Dans les procédés de soudage traditionnels, une quantité nettement plus importante de métal d’apport peut être ajoutée. La réalisation de soudures d’angle avec une hauteur de gorge peut être effectuée de manière très efficace avec le soudage MIG/MAG ou le soudage TIG.Le soudage laser peut également être réalisé avec du métal d’apport. Dans la plupart des cas, cet apport est utilisé afin de garantir que l’aspect de la soudure réponde aux normes requises. Un petit jeu peut être soudé plus facilement au laser lorsque du métal d’apport est utilisé.Dans le procédé de soudage laser, le bain de fusion est créé par une énergie très élevée concentrée sur un petit point du matériau. Le bain de fusion n’est pas beaucoup plus grand que le spot laser. Comme cela peut entraîner un bain de fusion trop petit, il est possible de faire tourner ou osciller rapidement le spot laser. Ce mouvement est souvent appelé « wobble ». Le wobble est réglable sur le pistolet de soudage, aussi bien en termes de forme (rotation/oscillation) que de largeur. L’utilisation d’un pistolet de soudage avec wobble a rendu le soudage laser manuel plus facile à appliquer.
27 décembre

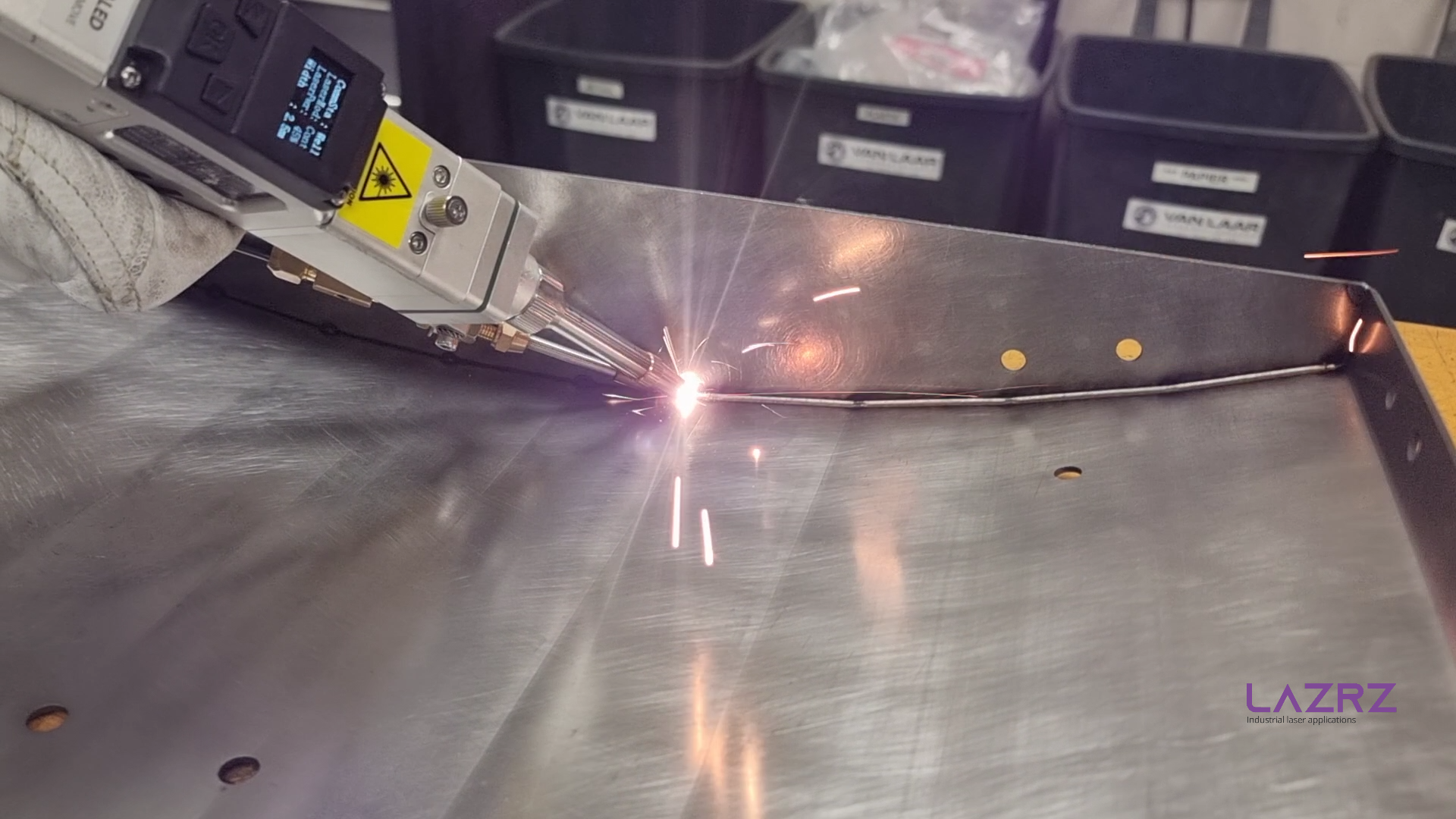
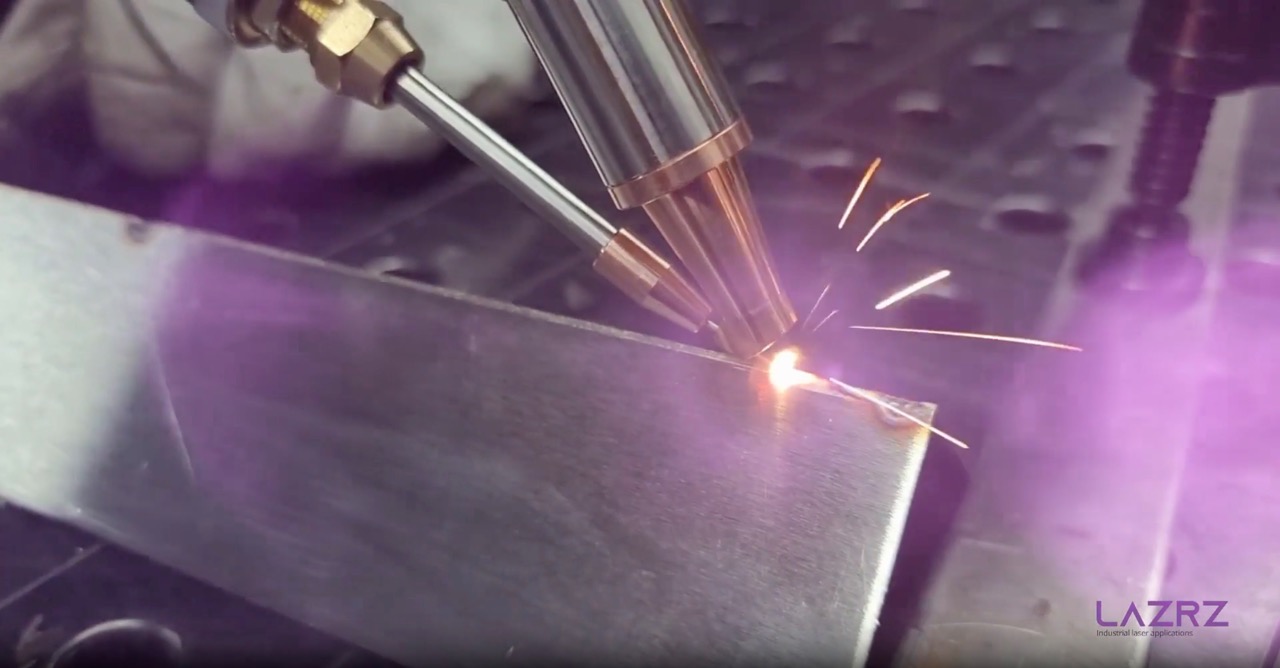
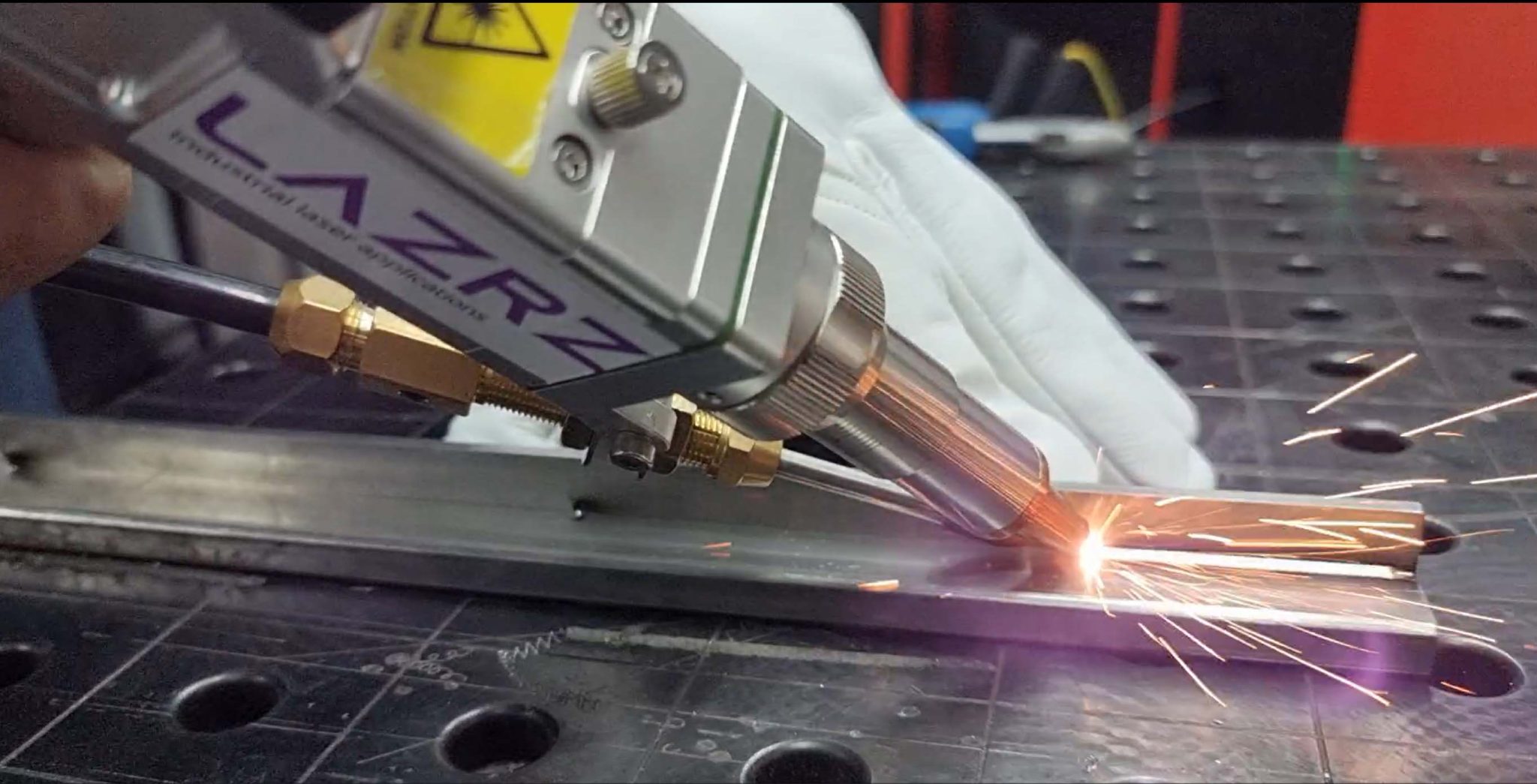
Sur cette page, nous présentons une vidéo montrant plusieurs applications de soudage laser. Ces vidéos ont été réalisées lors de démonstrations.
En novembre et décembre, nous avons régulièrement effectué des tests pour des clients et réalisé des démonstrations. Vous trouverez ci-dessous quelques exemples de produits soudés.Vous voyez vous-même des possibilités pour le soudage laser manuel et souhaitez les étudier plus en détail ? Nous serions ravis d’échanger avec vous !
23 décembre
Louer une machine de soudage laser
Chez LAZRZ, vous pouvez désormais louer des machines de soudage laser. Nous serons ravis de vous informer sur les possibilités disponibles.
À partir de fin janvier, LAZRZ proposera la possibilité de louer une machine de soudage laser portative. En proposant la location de machines de soudage laser, nous souhaitons permettre aux entreprises de se familiariser plus facilement avec le procédé de soudage, sans devoir investir directement dans leur propre système de soudage laser.La location d’une machine de soudage laser peut également constituer une solution pour des projets ponctuels dans lesquels le soudage laser peut être intégré au processus de production pendant une période limitée.
Formation et instruction
Même lorsque vous louez une machine de soudage laser, nous pouvons proposer une formation sur la manipulation et les méthodes de travail appropriées en matière de sécurité.
La machine de soudage laser
Notre flotte de location comprend des machines de soudage laser de 1500 et 2000 watts. Les machines de soudage laser sont fournies avec un dévidoir de fil, ce qui permet également de souder avec du métal d’apport. De plus, deux lunettes de protection laser sont incluses dans la location, afin que vous n’ayez pas à investir dans des lunettes de protection.
Pièces d’usure
Dans le soudage laser, le nombre de pièces d’usure est généralement limité aux lentilles de protection et aux buses de contact. Lors de la location d’une machine de soudage laser, un set des pièces d’usure les plus couramment utilisées est inclus, afin d’éviter tout arrêt de production. À la fin de la période de location, les pièces d’usure seront facturées séparément.
Transport
Les tarifs de location s’entendent hors frais de transport. Veuillez donc tenir compte du transport depuis Middelburg jusqu’à votre site.
23 décembre

Lunettes de protection pour le soudage laser et le nettoyage laser
Lunettes de protection pour le soudage laser et le nettoyage laser
Dans une pièce où un laser de classe 4 est utilisé, le port de lunettes de protection laser est obligatoire. Comme la lumière laser ne diverge pas, l’intensité du faisceau laser reste dangereuse pour l’œil, même sur de longues distances.
Lumière laser et réflexions
L’exposition directe de l’œil au système de soudage laser est pratiquement impossible dans des circonstances normales. Pendant le soudage, seule une partie de la lumière laser est absorbée et transformée en chaleur. Une autre partie de la lumière est réfléchie. Selon la surface et le type de matériau, cette réflexion peut être spéculaire ou diffuse. Dans les deux cas, le risque de lésion oculaire demeure. Le port de lunettes de protection laser est donc requis et obligatoire à tout moment à proximité d’une machine de soudage laser.
Sélection des lunettes de protection laser
Les lunettes de protection laser sont spécialement conçues pour un type de laser particulier. Toutes les lunettes ne conviennent pas à tous les types de lumière laser. Lors de la sélection des lunettes de protection laser appropriées…
- Type de laser / mode laser
- Puissance du laser / degré d’atténuation requis
- Longueur d’onde du laser
Type de laser / mode laser
La durée d’impulsion est importante pour l’intensité du laser et joue un rôle essentiel dans la sélection des lunettes de protection laser appropriées. La classification est présentée dans le tableau ci-dessous. Pour le soudage laser, nous partons toujours de D ou I.
Lettre
Durée d’impulsion
Continuous Wave
D
>0,25s
Pulsed
I
1µs – 0,25s
Giant Pulsed
R
1 ns – 1µs
Mode-Locked
M
< 1µs
Le degré d’atténuation des lunettes de protection laser est indiqué par la valeur LB ou OD mentionnée sur les lunettes. La norme NEN-EN 207 précise que la valeur de protection des lunettes doit s’appliquer aussi bien au verre qu’à la monture. Cela concerne la valeur LB indiquée sur les lunettes. La valeur OD (Optical Density) indique le degré d’atténuation du verre.
Degré d’atténuation
Le degré d’atténuation des lunettes de protection laser est indiqué par la valeur LB ou OD mentionnée sur les lunettes. La norme NEN-EN 207 précise que la valeur de protection des lunettes doit s’appliquer aussi bien au verre qu’à la monture. Cela concerne la valeur LB indiquée sur les lunettes. La valeur OD (Optical Density) indique le degré d’atténuation du verre.Dans certains cas, la valeur OD est supérieure à la valeur LB indiquée. Dans ce cas, le verre de la monture présente une valeur de protection plus élevée que la monture elle-même.
Atténuation de la puissance
Transmission de puissance
OD1
0
100%
OD1
1/10
10%
OD2
1/100
1%
OD3
1/1000
0,1%
OD4
1/10.000
0,001%
OD5
1/100.000
0,0001%
OD6
1/1.000.000
0,000001%
OD7
1/10.000.000
0,0000001%
OD8
1/100.000.000
0,00000001%
OD9
1/1.000.000.000
0,000000001%
Longueur d’onde
Différents matériaux absorbent les couleurs de lumière ou les longueurs d’onde à des degrés variables. Cela s’applique également aux matériaux utilisés dans les lunettes de protection laser. Pour cette raison, les lunettes doivent indiquer le degré d’atténuation applicable à une longueur d’onde spécifique.Les lunettes de protection laser offrent souvent une protection contre une plage spécifique de longueurs d’onde de la lumière. Les lunettes indiquent donc la longueur d’onde pour laquelle elles offrent une protection.Voici un exemple de marquage indiqué sur des lunettes de protection laser :800–1100 nm DIR LB5Dans ce cas, les lunettes de protection laser offrent une protection dans la plage de longueurs d’onde de 800 à 1100 nm. Cette protection s’applique aux lasers fonctionnant avec une durée d’impulsion comprise entre 1 nanoseconde et 0,25 seconde.
Transmission lumineuse des lunettes
Les produits de protection laser n’utilisent pas les codes couleur connus dans la technique de soudage traditionnelle. Les codes couleur DIN de 7 à 13 ne peuvent pas être convertis en valeurs utilisées pour les produits de protection laser. Pour tous les produits de protection laser, tels que les lunettes et les verres de protection, la valeur de transmission de la lumière visible est également indiquée. Cette valeur indique dans quelle mesure la lumière visible traverse les lunettes de protection laser. Une valeur plus élevée signifie donc qu’une plus grande quantité de lumière est transmise qu’avec une valeur plus faible.
12 décembre

Classification des lasers
Les lasers sont classés en différentes catégories. Cette classification est effectuée conformément à la norme NEN-EN 60825-1:2014. Cette norme définit les critères applicables aux différentes catégories de lasers. Ci-dessous, nous vous proposons un résumé de cette classification.
Laser de classe 1
Cette classe de laser ne présente pas de danger. Le laser fonctionne exclusivement dans un environnement fermé. Une protection individuelle n’est pas nécessaire. Aucun danger dans des conditions normales d’utilisation.
Longueur d’onde de la lumière:
302,5–4000 nm (visible et invisible)
Puissance typique:
40 µW
Protection individuelle:
Non requise
Laser de classe 1M
Les lasers de cette classe sont sans danger pour l’œil en cas d’exposition directe au faisceau laser. Le rayonnement laser peut toutefois devenir dangereux lorsqu’il est observé ou modifié à l’aide d’instruments optiques.
Longueur d’onde de la lumière:
180 nm–1 mm (visible et invisible)
Puissance typique:
40 µW
Protection individuelle:
Non requise dans des conditions normales d’utilisation.
Laser de classe 2
Ces produits laser génèrent une lumière visible d’intensité limitée. Si le faisceau laser atteint l’œil, un réflexe automatique provoque la fermeture de l’œil.
Longueur d’onde de la lumière:
400–700 nm (visible)
Puissance typique:
1 mW
Protection individuelle:
Non requise dans des conditions normales d’utilisation.
Laser de classe 2M
Pas directement dangereux en cas d’exposition directe à la lumière. Cependant, ce rayonnement laser peut devenir dangereux lorsque des instruments optiques sont utilisés. Un danger peut survenir lorsque la lumière traverse un instrument optique tel qu’une loupe, des jumelles, etc.
Longueur d’onde de la lumière:
400–700 nm (visible)
Puissance typique:
1 mW
Protection individuelle:
Non requise dans des conditions normales d’utilisation.
Laser de classe 3R
Pas directement dangereux en cas d’exposition directe à la lumière. Cependant, ce rayonnement laser peut devenir dangereux lorsque des instruments optiques sont utilisés. Un danger peut survenir lorsque la lumière traverse un instrument optique tel qu’une loupe, des jumelles, etc.
Longueur d’onde de la lumière:
180 nm–1 mm (visible et invisible)
Puissance typique:
<500 mW
Protection individuelle:
Requise
Laser de classe 4
Les lasers de classe 4 ont une puissance élevée. Le faisceau laser direct ainsi que ses réflexions contiennent une quantité d’énergie dangereuse pouvant être nocive pour les yeux et la peau. Le faisceau laser direct et ses réflexions peuvent provoquer un incendie. Vous trouverez plus d’informations sur les risques sur notre page consacrée à la sécurité et au soudage laser.
Longueur d’onde de la lumière:
180 nm–1 mm (visible et invisible)
Puissance typique:
No limit
Protection individuelle:
Le port de lunettes de protection contre le rayonnement laser est obligatoire.
23 novembre
Normes pertinentes relatives au soudage laser
Pour l’utilisation d’équipements de soudage laser manuels, plusieurs normes sont pertinentes. Vous trouverez ci-dessous les normes applicables aux différents domaines :
Équipements de soudage laser
Pour être conforme à la réglementation européenne, plusieurs normes s’appliquent. Les normes générales telles que la directive Machines et la directive Basse Tension s’appliquent naturellement, mais des normes spécifiques relatives aux équipements laser sont également pertinentes :
- NEN-EN 60825-1:2014 Sécurité des produits laser – Partie 1 : Classification des équipements et exigences
- NEN-EN ISO 11553-1:2009 Machines utilisant des lasers – Partie 1 : Exigences de sécurité
- NEN-EN ISO 11553-2:2009 Machines utilisant des lasers – Partie 2 : Exigences de sécurité pour les dispositifs portatifs de traitement laser.
- NEN-EN ISO 13849-1 Parties des systèmes de commande relatives à la sécurité – Partie 1 : Principes généraux de conception.
- Directive Machines (2006/42/CE)
- Directive CEM (2014/30/UE)
- Directive Basse Tension (2014/35/UE)
Lunettes de protection laser
Les lunettes de protection laser sont destinées à protéger contre une exposition courte et occasionnelle au rayonnement laser direct. La norme relative à cet EPI est :
- NEN-EN 207:2017 Protection individuelle de l’œil – Filtres et protecteurs de l’œil contre le rayonnement laser (protection oculaire laser)
Vêtements de protection et gants
Dans le domaine des vêtements de protection et des gants, il n’existe pas de normes connues décrivant suffisamment les exigences. Des produits sont disponibles pour lesquels le niveau de protection contre le rayonnement laser est spécifié, mais cela n’est pas couvert par une norme européenne. En pratique, des gants de soudage en cuir et des vêtements de protection pour le soudage d’une épaisseur suffisante peuvent offrir une protection contre une exposition courte et occasionnelle au rayonnement laser. Cela dépend bien entendu de la puissance et de la longueur d’onde du laser et doit être évalué au cas par cas.